How High-Performing Medical Manufacturers Turn Quality into Growth
Some manufacturers excel at reducing the latency between capturing data and turning it into valuable insights.
Real-time monitoring is indispensable for manufacturers growing at least 10% a year. It enables them to successfully orchestrate analytics, mobile reporting access, and quality management workflows.
Medical product manufacturers—including producers of medical devices and plastic medical components—are in the some of the most competitive segments of manufacturing. And many of them are growing 10% a year or faster than their peers, according to a recent survey of 151 North American manufacturers conducted by research firm Decision Analyst on behalf of IQMS.
The study’s main objective was to determine which factors most contribute to manufacturers’ growth, exploring their adoption of existing and new technologies to ensure effective quality management, on-time delivery, optimized production, and improved decision-making, among other capabilities. It revealed that the medical product manufacturers growing at 10% or more each year share attributes and strengths that set them apart from their peers. Most significantly, they:
- Excel at integrating analytics, business intelligence, real-time monitoring, mobile reporting access, and quality management workflows and applications to achieve continuous improvement goals that drive growth.
- Prioritize on integrating technologies to attain business goals and measure the financial contributions of having their systems share real-time data streams.
- Effectively utilize real-time monitoring to measure key production efficiency, output, and quality metrics while deepening track-and-traceability levels through their supply chains.
- Have at least one production shift that is completely automated and consistently delivers products at quality levels above customers’ expectations consistently.
- Rely heavily on data-driven decision to guide their company cultures, demonstrating evidence of this commitment everywhere, from the shop floor to the top floor.
This article examines the technologies and associated best practices employed by high-performing medical device and plastic medical component manufacturers. The insights were gained through the Decision Analyst survey and a series of onsite interviews conducted to further understand what differentiates the highest-growth manufacturers.
Measuring Production Performance and Quality in Real Time
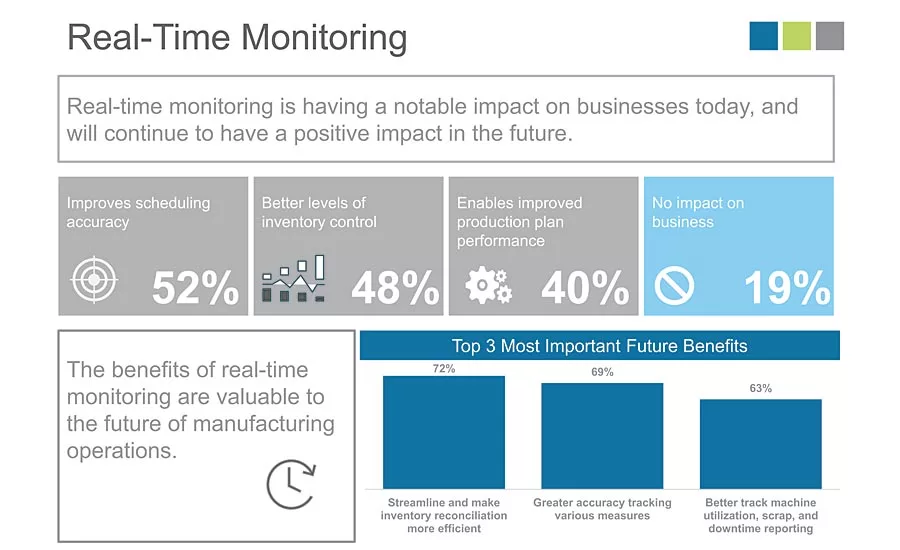
Real-time monitoring is indispensable for manufacturers growing at least 10% a year; it’s the fuel that enables them to successfully orchestrate analytics, business intelligence, mobile reporting access, and quality management workflows. In fact, 89% of medical product manufacturers surveyed by Decision Analyst find that real-time monitoring improves scheduling accuracy versus just 52% of manufacturers overall. The study also found that all manufacturers can more accurately control inventory (48%) and improve production plan performance (40%). However, the highest achieving companies go further and quickly translate the insights gained from real-time monitoring into production performance gains.
The revenue implications of real-time monitoring are significant across the entire base of medical device and plastic medical components manufacturers interviewed. Several of the survey respondents operating lights-out manufacturing facilities said that real-time monitoring is a key catalyst in their ability to automate entire production shifts.
To more fully explore how the fastest growing companies use real-time monitoring to attain lights-out manufacturing while accelerating production, I visited three businesses and observed some common characteristics. First, all three run at least one production shift autonomously, and the real-time monitoring data stream enables operations to continue for hours unattended. Second, autonomous production shifts are delivering the same or even higher quality levels than staffed production shifts. Third, production teams monitor machinery performance, current equipment status using sensors, and yield performance levels by machine. It is evident from walking the shop floors of these high-growth manufacturers that they have engrained real-time monitoring into every aspect of their operations.
The experiences of the three state-of-the-art manufacturers are in line with survey responses about the impact of real-time monitoring. High-growth manufacturers state that real-time monitoring can improve scheduling accuracy (52%), enable better levels of inventory control (48%), and improve production plan performance (40%). They also say it can reduce order-to-fulfillment cycle times (37%) and improve track and traceability accuracy using real-time data on production runs for each order (34%).
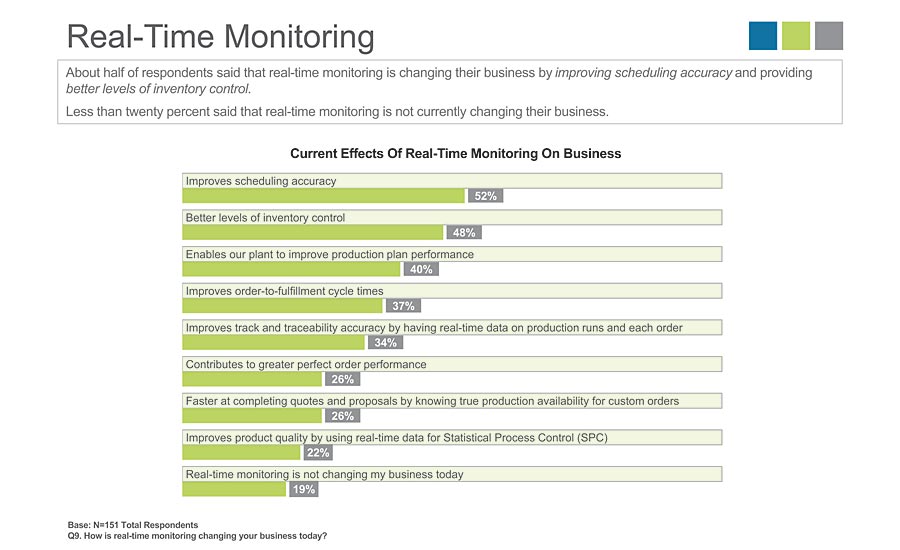
This highlights Decision Analyst survey results about the effect of real-time monitoring on business growth.
Manufacturers Are Accelerating Analytics & Business Intelligence Adoption
Manufacturers growing at least 10% per year all acknowledge that the metrics and key performance indicators (KPIs) they choose today are the company they will be tomorrow. And one CEO noted that she now has metrics displayed across the shop floor and in every break room and lunchroom to ensure that everyone has visibility into them.
An unmistakable attribute of the fastest growing manufacturers today is how their application of business intelligence and analytics to metrics and KPIs is changing the nature, scale and speed of their companies. In fact, 94% of medical device and plastic medical component manufacturers say business intelligence and analytics are essential to their business, 22% more than the median level of manufacturers’ interest.
Similarly, 92% of medical product manufacturers say demand forecasting based on a 360-degree view of suppliers and production capacity is essential to their growth, making analytics and business intelligence two areas of rapid adoption today. And 88% of all manufacturers surveyed consider analytics and business intelligence applications to be essential for increasing production capacity with better resource planning.
Taking it a step further, all of the manufacturers growing 10% or more than their competitors have found innovative new ways to integrate mobile reporting apps, analytics, business intelligence, and quality management into a single, unified, 360-degree view of their products and processes.
How High Growth Manufacturers Approach Quality Differently
When visiting some of the manufacturers who are growing at 10% a year or faster, it was immediately apparent just how different their approaches to quality are. Their lights-out manufacturing centers have product quality comparable to fully staffed shifts. This is enabled by highly accurate analytics by machine, process and plant that set them apart.
High-growth manufacturers are more likely to track yield rates by machine (38%), have an engineering change order (OCE) process in place and use it (37%), and rely on overall equipment effectiveness (OEE) (35%) metrics. They’re also more likely to use mobile-enabled apps that report on each machine’s health in real-time and track orders across the shop floor—all from a smartphone or tablet. Among medical product manufacturers, 72% use mobile devices to access compliance and quality data on the shop floor to further accelerate production, process and quality improvements.
The Decision Analyst survey identified other ways product quality is quantified. The most common method is tracking scrap by type or cause with 71% of medical device and plastic medical component manufacturers reporting that this is their primary quality management metric. Meanwhile, 59% of these companies analyzing return material authorizations (RMAs) on a consistent basis, and 53% rely on non-compliance/corrective action (NC/CA) to maintain their quality levels.
In addition to product quality metrics, supplier quality management is gaining momentum across medical product manufacturing. Among all manufacturers surveyed, 42% monitor inbound quality levels today, but among those manufacturers growing at least 10% per year, this rate increases to 59%.
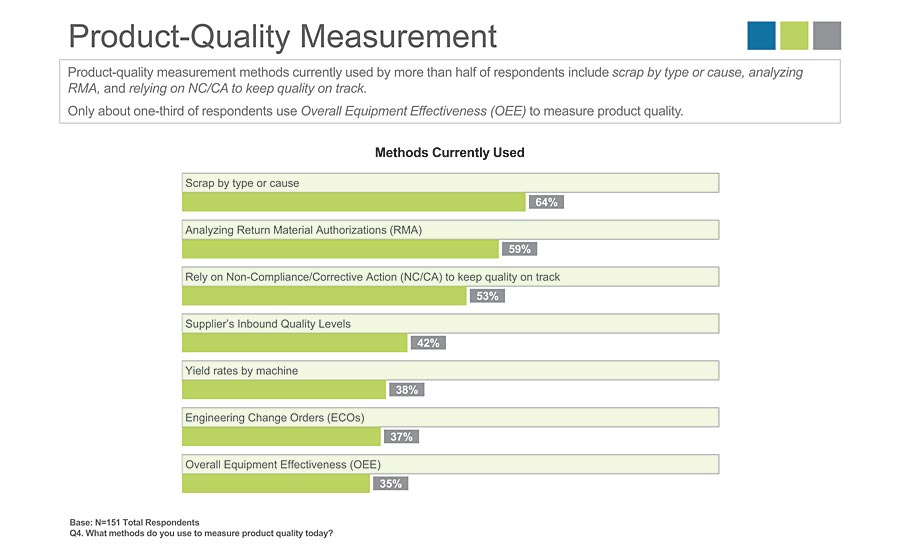
This compares all methods manufacturers currently use to measure and manage product quality.
Demand for Greater Data Accuracy Drives Mobile App Adoption
Mobile ERP adoption is accelerating in the highly regulated medical product industry as manufacturing teams evaluate quality levels in real time. Among medical product manufacturers, 57% say that access to real-time monitoring and quality data on mobile devices is essential for operating their business versus 42% of manufacturing respondents overall.
One of the most noteworthy survey findings is the pervasiveness of mobile ERP and quality management system (QMS) access. Some 92% of medical product manufacturers say mobile ERP access is important for improved data accuracy versus 80% of manufacturers overall. Additionally, 73% of medical product companies rely integrated mobile ERP and quality applications that also support analytics and BI apps to comply with federal and regulatory requirements.
A good example of mobile adoption is a manufacturer that is growing 10% faster than its competitors. Quality managers use tablets that show production yields by machine and the production scheduling levels, which are presented using a mobile quality management dashboard created by the company. The manufacturer plans to integrate its current mobile reporting platform with the latest generation of smart machines installed in its newest facility. Production, quality, service, sales, and senior management then will have a 360-degree view of all activity impacting product and process quality.
High-growth manufacturers are masters at reducing the latency of getting product and process quality data as well. This is especially true in highly regulated industries where companies rely on mobile ERP platforms, quality management apps, analytics, and business intelligence apps to provide predictive alerts when specific machines will potentially fall out of compliance. To do so, they use OEE along with advanced algorithms that predict mean time between failure and potential slowdowns before they happen.
Conclusion
Manufacturers that grow 10% or faster than their competitors excel at reducing the latency between capturing data and turning it into valuable insights. They are able to selectively integrate key technologies and create a foundation that fuels growth with greater insight and knowledge. By combining analytics, business intelligence, and mobile ERP and quality management apps—all fueled by real-time monitoring—they’re able to see opportunities faster than competitors and streamline every aspect of operations to capitalize on them. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





