Vision & Sensors | Collaborative Robots
Collaborative Automation Delivers Quality Boost
Ease of use is one of the main attractions of collaborative automation.
The phenomenal rise of collaborative automation systems over the past decade or so has seen collaborative technologies deployed on a growing number of quality control applications. Collaborative automation enables companies of all sizes to improve throughput and reduce cycle times on inspection tasks.
Whether you already own some collaborative hardware or you’re considering deploying collaborative automation for the first time, two of the most important considerations are your vision system and the type of end-effector or gripper that you choose.
Vision Systems
Machine vision systems give ‘eyes’ to automation and the technology is widely used throughout industry to perform critical vision applications that can boost productivity, eliminate waste, improve quality and ensure traceability.
Machine vision can be used to inspect the quality of packaging materials, to detect imperfections and contamination across a wide range of materials from plastic to foil and cardboard. Machine vision can also be used to ensure that sealing caps are correctly fitted or to read expiration dates. If labels and barcodes need to be scanned as part of the production process, machine vision can do that too – more quickly and accurately than any human.
The global machine vision market was worth USD 10.8 Billion in 2021 and is expected to climb to USD 20.3 billion in 2030 at a CAGR of 7.1%, according to a report by market analysts Emergen Research. A lot of machine vision systems are being sold, and companies have an ever-expanding range of products to choose from.
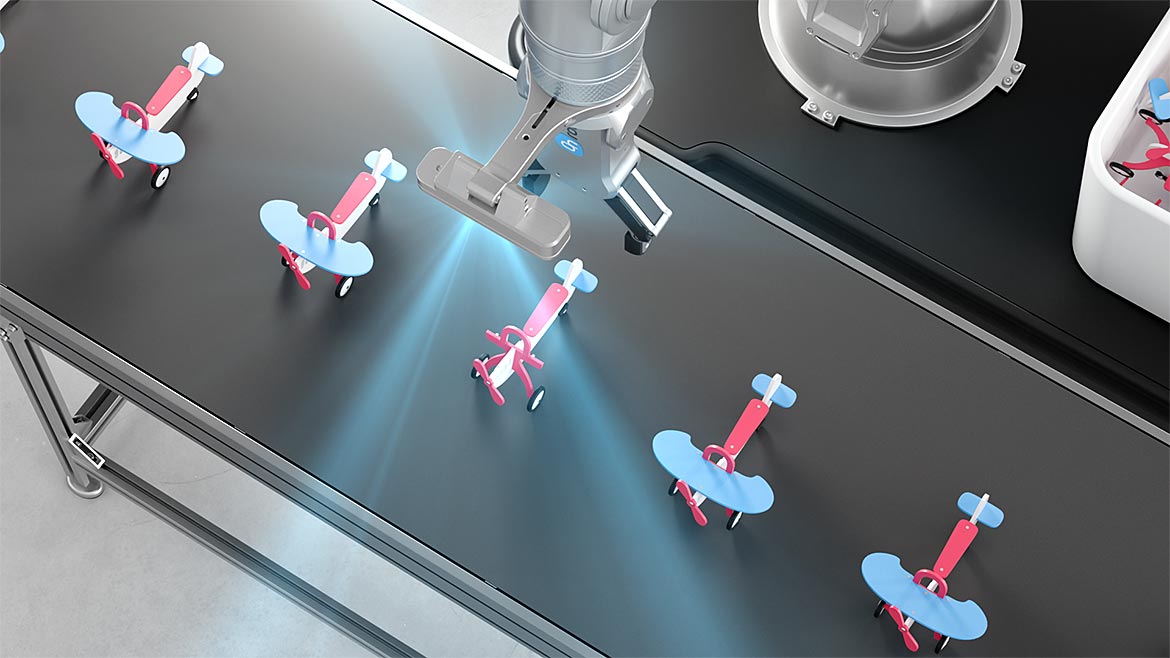
Here is an example of a 2.5D machine vision system that adds depth perception and parts recognition for all leading robotic arms, offering seamless integration, one-picture calibration, intuitive programming, and none of the complexity of existing vision systems. Eyes can be flexibly mounted both on the robot wrist or externally, making it ideal for almost any unstructured application in need of vision guidance. | Image Source: OnRobot
Camera Choices:
The type of camera you select is the number one factor influencing the cost and complexity of your automated inspection project. There are three main types to choose from: 2D, 3D, and 2.5D.
2D Cameras
2D cameras are the cheapest type, but they are also the least capable in terms of the number of applications they can support and the number of environments they can be successfully deployed in. This is because 2D cameras can determine length and width (X and Y axis), but are unable to determine height.
Another downside of 2D machine vision systems is that the lighting requires perfect contrast for the system to function correctly. Many engineering hours can be spent making tweaks to the lighting setup.
All that said, 2D vision systems have proven highly effective across barcode reading, label orientation, printing verification and other inspection and tracking applications.
3D Cameras
At the other end of the cost and complexity spectrum you will find 3D cameras. True 3D cameras provide X, Y, and Z (height) information as well as rotational information around all three axes. This results in a wealth of data –so much data, in fact, that investment in 3D camera systems can be more than is required for many inspection applications.
3D camera-based vision systems typically require a degree of technical expertise that’s beyond the in-house capabilities of many companies, particularly small-to-medium size enterprises (SMEs). If you’re looking to automate a complex, unstructured bin-picking process, for example, then a 3D machine vision system is likely to be your best option. But if you’re performing quality checks on packaging or palletizing processes, for example, a 3D camera-based system would be engineering and financial overkill.
2.5D Cameras Boost Collaborative Applications
For most inspection applications, particularly those involving collaborative automation, 2.5D cameras provide end users with the perfect blend of usability, functionality and cost.
Despite being much cheaper than 3D systems, 2.5D cameras provide the X, Y, and Z information that’s required to perform advanced vision-based tasks. Moreover, 2.5D cameras provide information that enables the system to estimate the objects’ rotation around two of the three dimensions.
A 2.5D camera-based vision system deployed on a packaging inspection task can provide the depth data required to count how many items have been stacked in a box, thereby enabling processors to ensure that every box is packed with the correct amount of product, every time.
2.5D cameras are a particularly perfect fit for both collaborative robots and lightweight industrial robot arms. Usability and flexibility are key features of both types of automation and 2.5D vision systems deliver the same cost, usability, and performance benefits. If you have already invested in collaborative automation, make sure to look out for 2.5D camera systems that are designed to work seamlessly with your existing hardware.
A downside of some machine vision systems is that they are only compatible with a limited number of robot brands – avoid compatibility conflicts by selecting a camera system that is compatible with all leading robot brands. (This also futureproofs your investment by allowing you to deploy the camera on a different robot at any future time.)


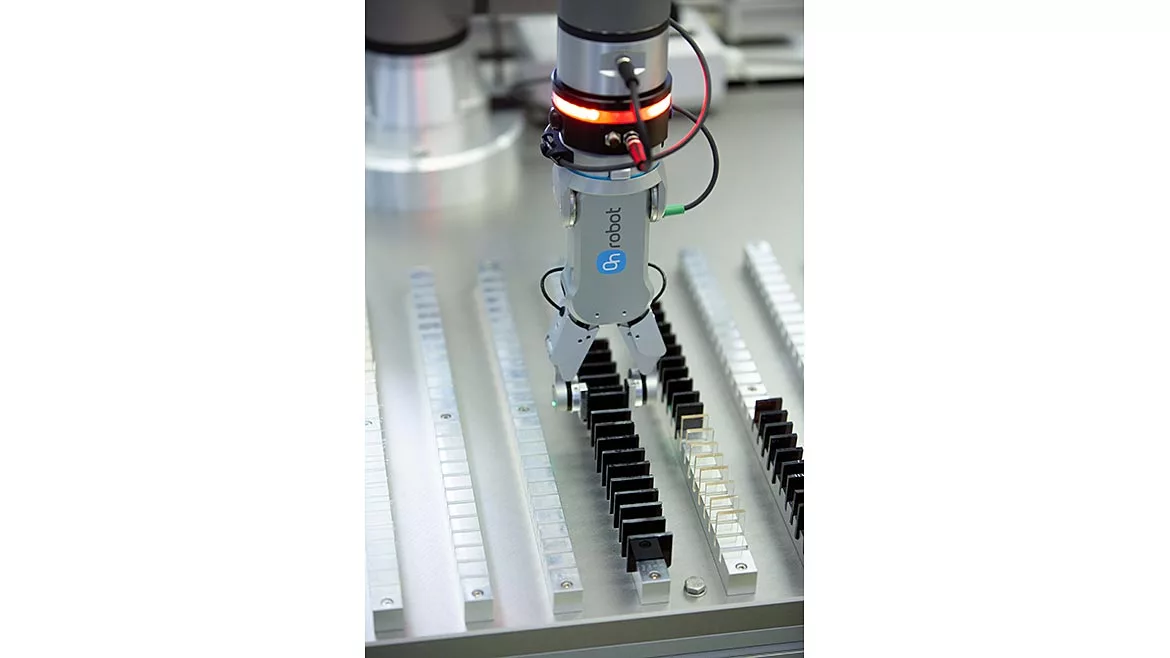
In the glass laboratory of its research center in Mainz, Germany, the international technology group SCHOTT AG uses a collaborative application for quality testing - and in doing so relieves the laboratory staff of more demanding tasks. This gives SCHOTT more capacity for development projects and enables it to efficiently handle the growing volume of samples. This collaborative robot from Universal Robots is equipped with the RG2-FT gripper from OnRobot. Thanks to integrated sensors in its fingertips, the gripper can handle individually shaped glass samples and operate highly sensitive measuring instruments. | Image Source: OnRobot
Key Camera Features
Before your vision system can be deployed, it must be calibrated. Depending on your system, this can be a convoluted process, so look for systems that offer one-shot calibration. One-shot calibration eliminates the need to experiment with multiple images and camera settings and dramatically lowers the barriers to a successful machine vision deployment.
Built-in color and contour detection functionality is especially useful in quality tasks. These features provide the information your robots need to easily sort, inspect, or pick and place unstructured objects, based on simple color and size information input by the operator. If your camera software doesn’t provide color and contour detection, expect to spend an inordinate amount of time setting up your inspection application.
Some collaborative camera systems are directly integrated into robot arms. Others have to be directly attached to a robot wrist or arm in order to function. Both scenarios present serious limitations in terms of deployment flexibility.
Systems that can be mounted externally, separate to your robot, will help maximize flexibility. For example, a well-positioned externally mounted camera could be used to inspect the condition of the equipment surrounding food products, helping you to precisely time cleaning operations. External mounting also optimizes cycle time - while your vision system handles image capture and processing, your robot can work on another task.


It’s worth noting that the gripper SCHOTT selected came with both force/torque sensors and optical sensors located in its fingertips. The sensors feed process data back to the robot arm, which can adjust its course as required in real-time, enabling the gripper to precisely control the forces applied. It also provides the sensitivity required to load the spectrometer with millimeter precision. In addition, the gripper’s fingertips are customizable; SCHOTT coated them with foam to ensure it gripped the glass samples perfectly every time. | Image Source: OnRobot
Gripping Matters
Machine vision is not the only way to benefit from automation in your inspection processes. Sometimes, collaborative automation is used at another point in the process, such as placing items in an inspection cell or within sensitive inspection equipment and retrieving them afterwards.
This was the case with SCHOTT, a global leader in specialty glass and glass ceramic products, that faced a threefold increase in the volume of samples for inspection. Manual inspections were taking anywhere from 3-15 minutes, each inspection took a lab technician away from other tasks, and SCHOTT needed a quick and effective way to increase capacity.
With limited space available in its inspection laboratory and human lab technicians in the same workspace, traditional non-collaborative industrial automation was out of the question.
Another complication centered around the extreme sensitivity of the company’s transmission spectrometer – a measuring device that’s used to record the optical properties of glass. This requires automation with extremely sensitive grippers that can insert and remove samples without causing any damage to the spectrometer’s delicate insides.
The company successfully deployed collaborative automation, consisting of a collaborative robot arm and an electric, two-finger collaborative gripper, to run at night and over the weekends, enabling SCHOTT to meet the 300% jump in inspection requirements and freeing its lab technicians to focus on other work.
It’s worth noting that the gripper SCHOTT selected came with both force/torque sensors and optical sensors located in its fingertips. The sensors feed process data back to the robot arm, which can adjust its course as required in real-time, enabling the gripper to precisely control the forces applied. It also provides the sensitivity required to load the spectrometer with millimeter precision. In addition, the gripper’s fingertips are customizable; SCHOTT coated them with foam to ensure it gripped the glass samples perfectly every time.
Not every collaborative gripper comes with that level of intelligence or customization, so make sure to do your due diligence when researching your gripper options. Ensure compatibility with your existing automation to reduce deployment times. And make sure to explore the support and training offerings that come with your gripper.
Does the camera manufacturer show you how to deploy the gripper on specific applications? Is the gripper sufficiently easy to use that we could deploy it using in-house engineers or technicians? Do you need a background in robotics to program the gripper effectively?
Remember to consider the payloads involved in your application. Every gripper has its payload limit, so ensure that the collaborative gripper you choose is a good match for the items being handled. Finding the right gripper also means looking at the materials you are handling – lightweight suction grippers, for example, are well suited to handling soft items such as food packages. Meanwhile, magnetic grippers are well suited to handling metal sheets.
Ease of use is one of the main attractions of collaborative automation. You may be tempted to use old-fashioned pneumatic and hydraulic grippers but remember that there are electric vacuum grippers available today that provide improved functionality on their traditional pneumatic and hydraulic counterparts – and without all the extra hassle of managing hydraulic lines and air supplies.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




