Brain Teasers:Identical CMMs, or Not
Situation
Rhett is the new quality control manager at a company that manufactures precision components. Many of these components are machined according to specific designs with tight tolerances. Measurements are made with coordinate measuring machines (CMMs) and recorded as deviations from the target value.
One of Rhett's goals is to set up regular evaluations of all measuring equipment in the company. He wants to ensure that the data values are reliable for making decisions on the dispensation of the product as well as for use in process control. He started with the four CMMs that are used regularly to measure complex dimensions on Component BSC6002.
Available data
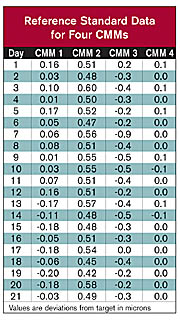
To determine the current behavior of the CMMs, Rhett selected one unit of BSC6002 to use as a reference standard. He collected data daily for three weeks on all four CMMs for seven critical dimensions. The data for one of the seven dimensions are summarized in the table, "Reference Standard Data for Four CMMs." Data values are given as deviations from the target value. Specifications around the target are ±1 microns.
Available data
To determine the current behavior of the CMMs, Rhett selected one unit of BSC6002 to use as a reference standard. He collected data daily for three weeks on all four CMMs for seven critical dimensions. The data for one of the seven dimensions are summarized in the table, "Reference Standard Data for Four CMMs." Data values are given as deviations from the target value. Specifications around the target are ±1 microns.
Questions
1. What is the behavior of each CMM?
2. From what the data shows, could there be a problem if operators use the four CMMs interchangeably?
3. What actions are required to have all four CMMs performing the same?
4. How can Rhett ensure that the CMMs perform as required in the future?
Answers to July Brain Teaser
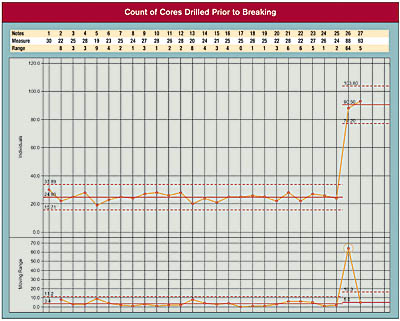
Four lab technicians-Meredith, Kathy, Jon and Stuart-use a core drill to prepare samples of glass for measurement. They are convinced that the current drill bits are of poor quality, and the quality manager has asked them to collect data on the old drill bits, as well as two new drill bits. They collected data on the number of cores drilled before the drill bit broke.
Q: How can the number of cores per drill bit for the old type be compared to the new type?
A: A simple way is to put all of the data on an individuals and moving range process behavior chart and compute the limits only for the data on the old type of drill bit. Then observe if the data values for the two new drill bits are inside the limits or not. Using the process behavior chart is an easy way to communicate the message in the data. See the individuals and moving range chart, "Count of Cores Drilled Prior to Breaking."
Q: Using the comparison technique, is a difference detected in the performance of the two types of drill bits?
A: Yes, a difference is detected in the performance of the two types of drill bits. Actually, many people would be inclined to look at the data and come to the same conclusion. In this case there is little doubt. However, many cases of interpreting data are not this clear cut and reliance on a technique that is both simple and easy to use for communication is a smart move. This way situations that are marginal will be resolved quicker.
Q: What additional information is needed to make a case for changing to the new type of drill bit?
A: It appears that the new type of drill bit can drill more than 3.5 times as many cores before breaking. If this is the case, information on the cost of the new drill bits is critical in order to make the most economic decision.
Q: Why might it be more cost effective to purchase a more expensive drill bit?
A: If the new drill bits cost twice as much as the old type, but the expected use is 3.5 times greater, then the more expensive drill bits are more economical over the long term.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



