Case Studies: Monitoring the Process Ensures Quality

Many Tier 1 automotive manufacturers face the same seemingly impossible challenge-to ensure zero-defect quality while producing parts at parts-per-second speeds and at pennies-per-part prices. Failing to ensure absolute quality, even when producing low-priced parts, can result in significant penalties including containment, reduced profits or lost business. In manufacturing processes where force is required to form, shape or fasten the part-including processes such as crimping, riveting, stamping, machining or welding-process variation monitoring may provide the solution to that challenge.
Most of the current quality assurance tests for such parts and assemblies involve a simple post-process inspection-usually using inspection devices only capable of visual or dimensional inspection. The primary purpose of such inspection devices is to catch gross failures and prevent these parts from being shipped to the customer. In some cases, quality control personnel also take sample parts from a production batch and subject them to more accurate physical and dimensional inspections.
Either way, relying purely on dimensional measurements or visual inspections has inherent shortcomings. These methods do not necessarily detect material flaws such as thickness or hardness variations, or tiny cracks or splits. For production processes that include some assembly steps, a dimensional check does not ensure that hidden components are indeed assembled to the part.
“Such checks cannot uncover inadequate lubrication during machining, or a chipped tap or tool which may not affect the part’s resultant dimensions, but certainly can affect the part’s quality,” says Peter Archibald, manufacturing engineer of Arcon Metal Processing Inc. (Toronto, Ontario), a manufacturer of automotive components. They have implemented a process monitoring system for error-proofing a critical tapping application. Archibald says that in many such cases post-process dimensional checks are only 85% effective.
Sample testing may offer a bit of added confidence in the product’s quality, but if one part out of a hundred is bad, it is unlikely that a bad part will be selected for the sample. Even a large sample size, such as 50 samples out of 100 parts, leaves a 50% chance of discovering a problem, and if one is then discovered, the entire batch would be considered suspect.

The system allows remote monitoring of the process in real time and review of the production log file with companion software. Source: OES Inc.
Monitoring the Process
In manufacturing processes that involve an element of forming, shaping, fastening, machining, welding or riveting, there is an associated applied force, load, pressure, torque or displacement that can be captured and converted into a signature characteristic of the work performed by the machine on the part. Assuming that the process is producing good parts and is stable and repeatable, this signature is then an accurate reflection of the parts’ resistance to the work being done. The resistance to that work includes all process variables such as raw material (thickness and hardness), lubrication, tooling condition and even machine condition (bearings, clutches, other moving parts) as well as setup variables. If any one of these resistance variables changes, the resultant signature will also change.OES Inc. (London, Ontario) has been developing and advocating process variation monitoring technologies and methods since the mid-1990s. Their initial experience was with the wire-harness industry where one large factory by itself may be crimping 100 terminals on to wires every second-with zero-defect quality tolerance.
“This is a true ‘parts-per-second and pennies-per-part’ application,” reports Michael Reeve, OES’s vice president of marketing and one of the industry’s earliest proponents of this quality assurance method. OES has more than 2,000 such quality assurance devices installed in the wire-harness industry and is now successfully applying the same approach to a variety of other applications and industries.
Monitoring the process is a matter of measuring the resistance to the work, for example strain and load, while the machine is producing good parts and recording the signature of these process cycles. During subsequent process cycles, the monitor uses this recorded signature as a reference for comparison, verifying that a quality process has occurred.
In Arcon’s case, the spindle motor load signature is used in one of their critical tapping applications. If the signature closely resembles the reference signature, the process is stable and the monitor indicates the part is good. On the other hand, if the signature differs from the reference signature, the system signals the operator that the process has changed.
The basic assumption behind the concept of process variation monitoring is simple: If the process is known to be capable of producing only good parts, and the process is stable and repeatable, the output of good parts should be stable too. If any of the critical process variables change, such as material, tooling, lubrication or presentation, the measured process signature changes too.
The two keys to effectively using process variation monitoring to ensure quality are: 1) to determine whether the process is stable and capable of producing only good parts, and 2) selecting the right type and location of a sensor in order to get a process signature accurately reflective of the quality of the process.
In Arcon’s case, it was spindle-tapping current. Other common signature sources indicative of process quality include strain experienced by the machine, force exerted on the part, and hydraulic pressure.
Every production cycle creates a specific signature for every unique part produced. In many cases, one correctly selected and positioned sensor is sufficient. Other processes might require a second signal delivered by a second sensor.
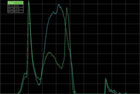
In this signature of tooling with a broken tooth, note the radical change in the production curve alerting to the fault.
Source: OES Inc.
Source: OES Inc.
Finding the Pulse of the Process
Selecting a reliable quality assurance tool begins with determining the most appropriate sensing technology for the application-force, strain, torque, motor load or displacement. The sensor is then coupled with an intelligent signature monitor that can learn good process signatures and can employ a number of standard or application-specific discrimination algorithms to determine whether the process has varied from its known good, capable condition.Standard signature analysis algorithms include simple peak, area or envelope methods. However, these standard algorithms are good only for coarse variation detection unless the tolerances are set very tight. The drawback with stringent tolerances is the possibility of falsely labeling good parts as rejects. In many cases, it is necessary to use proprietary, application-specific algorithms.
Process variation monitoring has five distinct and significant benefits over traditional post-process inspection methods. First, it monitors 100% of the production run without adding time or processing steps.
Second, the early detection of a defective part prevents further processing time and value to be added to that part, saving production time and reducing scrap costs.
Third, maintenance personnel can eliminate the downtime associated with maintenance performed too frequently-maintenance can be done when the machine actually needs attention and not according to a worst case schedule-or not frequently enough-when the machine has actually broken down.
Fourth, manufacturers replace tooling only when it needs to be replaced. This means not too early when it still has some life left in it, and in Arcon’s case, not too late, after it starts to negatively affect quality.
And fifth and most important, all personnel-from management to maintenance and production-are driven to focus on continually improving their processes-the main area of focus where leading manufacturers know they can best achieve sustainable gains in cost reduction, efficiency improvement, scrap reduction and quality.
OES Inc.
(519) 652-5833
www.oes-inc.com
Reply 15
Sidebar: Benefits
- Process variation monitoring monitors 100% of the production run without adding time or processing steps.
- The early detection of a defective part prevents further processing time and value to be added to that part, saving production time and reducing scrap costs.
- Maintenance personnel can eliminate the downtime associated with maintenance performed too frequently or not frequently enough.
- Manufacturers replace tooling only when it needs to be replaced-not too early when it still has some life left in it, and not too late, after it starts to negatively affect quality.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





