Quality 101: Demystifying Design FMEAs
Last month Quality 101 began exploring the correct way to arrive at the ratings for Design Failure Mode and Effects Analysis (FMEAs) with a discussion on establishing a severity rating system and occurrence rating. This month the discussion continues with establishing detection ratings.
Establishing detection rating
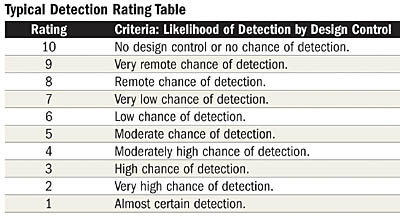
The third rating that must be determined is the detection rating. The detection rating is used to define the effectiveness of the design controls in assessing the probability that the failure mode will occur due to the failure cause to which it is linked. See the table, "Typical Detection Rating."
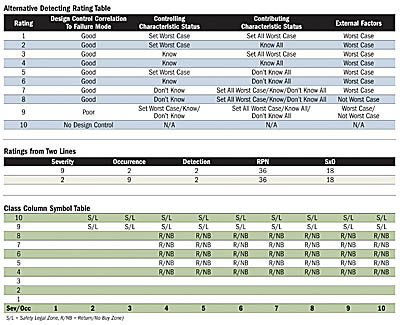
The highly subjective nature of this table makes it difficult to achieve consistent application of the rating system when evaluating the effectiveness of design controls. An alternative rating table that should improve the FMEA group's ability to consistently rate the effectiveness of design controls. See the table, "Alternative Rating Table."
To use the rating table, two definitions must be understood. The first definition is the controlling characteristic. This is the characteristic specification that is on the line of the Design FMEA for which the detection rating is being developed. If developing the detection rating for the first row of the example, the controlling characteristic would be the component material thickness.
The second definition is contributing characteristics. These are the characteristic specifications that are on all the other lines where design control being evaluated can be found. For example, there is one contributing characteristic-component material type.
The Road Durability Test has good correlation with the road impact resistance that is being evaluated and represents the worst-case impacts that will be experienced during the life of the component. The tested component material thickness is known at the time of testing but is not at the minimum of the specification. All of the component material properties have not been measured. Using the Alternative Detection Rating Table, the detection rating of 6 is assigned to the material thickness line and the rating of 7 assigned to the material properties line.
When using the alternative rating table, it is not uncommon to assign ratings in the 5 to 8 range. Many of the vehicle level tests being required by the automotive companies today fall in this category.
What to work on
Now that the ratings have been developed, the FMEA group must decide which lines of the Design FMEA to work on. The approach recommended by most FMEA manuals is to calculate the Risk Priority Number (RPN=severity x occurrence x detection) and begin working on the highest RPNs first. Some companies have gone as far as establishing RPN limits for improvement action activity. A typical approach is to require recommended actions for all RPNs over 100 and suggest recommended actions for RPNs greater than 36 but less
than 100.
With this method, there is a high probability that the wrong issues will be selected for action. See the table, "Rating from Two Lines."
The table provides the ratings from two lines of a Design FMEA. The first line indicates that although the probability is low, there is a likelihood that a failure could result in injury. The table also shows excellent design controls exist to confirm the prediction. The second line indicates there is a high probability of a noise or appearance failure occurring that the customer will not find objectionable enough to return. Excellent design controls exist to confirm the second line prediction as well.
If one uses RPN to decide what to work on, both of the lines will be given the same importance. In some companies no action would be required because the RPN falls below the action limit. Realizing the inherent weakness when using RPN to prioritize required actions, some companies have decided to only use the SxO calculation (Severity x Occurrence). Although the SxO prioritization method is more effective than the RPN method, the provided example shows it does not work all the time. A completely new method of prioritization is needed-the class column.
In the zone
Three zones were introduced in the severity rating table discussion: Safety/Legal Zone, Return/No Buy Zone and Conditioned Response Zone. The Safety/Legal Zone is the most expensive zone to have an issue. When an issue occurs in this zone, it must be worked on first. If an occurrence rating of 1 is given, the failure is unlikely; the Safety/Legal Zone is defined as lines in the Design FMEA which have severity ratings of 9 to 10 and occurrence ratings of 2 to 10.
The Return/No Buy Zone is the second most expensive zone for a company. Although companies do not like to have issues that result in return or non-
purchase of their product, there is a low level of return/no buy zone issues where it is more expensive to make these issues go away than to absorb the loss when they occur. Many companies use an occurrence rating of 4 to establish the limit.
Because Conditioned Response Zone issues have no immediate financial impact on the company, they should never be worked on. See the table, "Class Column Symbol Table." Different companies have different symbols to designate the zones. The symbol is placed in the class column of the Design FMEA.
Sometimes, there will be more than one item in the same zone. When this occurs, lines with the high SxO within the zone should be worked on first. If the SxOs are the same, use the RPN calculation for prioritization.
Once the failure modes, failure causes and design controls in the Design FMEA have been defined, an efficient methodology is required to accurately identify where company resources should be used to achieve the greatest payback in design improvement.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


