Quality 101: Demystifying Design FMEAs
Some manufacturers have spent hours debating the correct way to arrive at the ratings for Design Failure Mode and Effects Analysis (FMEA) only to find that the calculated Risk Priority Numbers (RPN) indicate working on issues that are not cause for alarm. An efficient methodology for establishing Design FMEA ratings ensures that issues posing the greatest financial risk to a company are identified, thereby allowing action to be taken to resolve the risks.
The rating tables used in this methodology are based on tables found in the Potential Failure Mode and Effects Analysis (FMEA) Reference Manual, Third Edition, July 2001. Some modifications have been made to increase the tables' effectiveness. For those concerned that they may not comply with QS-9000 or TS 16949 guidelines by following the methodology, the Potential Failure Mode and Effects Analysis (FMEA) Reference Manual gives permission for the changes introduced. Before the presentation of each table, the manual states: "Suggested Evaluation Criteria: The team should agree on an evaluation criteria and ranking system that is consistent, even if modified for individual product analysis."
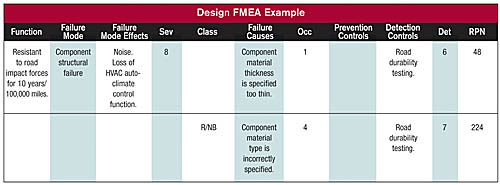
Design FMEA is a point-in-time audit of the adequacy of the design specifications in defining a product's capability to meet design requirements. In the example, Design FMEA is used to assess how well design requirements are met to survive road impact forces throughout the product's intended life. Exposure to road impact forces could cause the component to experience structural failure in events where the material thickness of the component specification is too thin or the wrong material used for the component. If structural failure occurs, noise or the loss of the HVAC auto-climate control function will follow. Road durability testing assesses whether the product has been correctly designed to prevent component structural failure because of road impact forces.

Establish a severity rating system
To establish the severity rating, first identify and document the worst effect in the effects column. See the severity rating table. In this case, the worst effect is the loss of the nonsafety related function. Once the worst effect has been identified, a ranking is assigned based on a severity rating table.
Rankings can be grouped in three zones of financial risk: Safety/Legal Zone, Return/No Buy Zone and Conditioned Response Zone. Although the rankings are different within each zone, each ranking represents the same financial risk to the company.
Rankings 9 and 10 make up the Safety/Legal Zone. When someone is injured or a government regulation is violated, the company is exposed to the greatest level of financial risk. Although warnings can help limit the financial damages incurred when an injury occurs, the effect often is negligible.
The Return/No Buy Zone is made up of rankings 5 through 8 if the product never is returned for an appearance or noise issue, and 4 through 8 if the product could be returned.
There might be disagreement as to whether the function lost is a primary function or a comfort and convenience function. For example, if the automatic climate-control feature of the HVAC system is lost but the heating and air conditioning can be manually adjusted to achieve the desired comfort level, is the loss of the automatic climate control a loss of a primary function, reduction of a primary function, loss of a comfort and convenience function, or reduction of a comfort and convenience function?
It does not matter how the effect is labeled. The typical customer expects a product to work and does not divide its functions into primary or comfort and convenience. If the smallest function of a product is not provided, the customer expects it to be fixed. In many cases, the cost to repair a comfort and convenience issue is the same as if the main function of the product was lost.
Rankings 1 through 3 make up the Conditioned Response Zone and represent no current financial risks to the company. When a customer accepts an objectionable noise or appearance and does not demand repair, they have been conditioned to accept the defect as normal. The danger is that items that are Conditioned Response Zone issues today can be Return/No Buy Zone issues tomorrow.
Using the zone definitions, it is possible to construct an efficient method for establishing severity rankings. The method is as follows:
• Define the Safety/Legal Zone, Return/No Buy Zone and Con-ditioned Response Zone before assigning ratings.
• Decide what to do if the group agrees on the zone to which the effect is assigned but disagrees on the rating to be applied. There are two choices: average all the ratings and round up or select the highest rating. Averaging should be used when possible to reduce the influence of a single highly negative rating.
• Rate the effects. Ask each member what zone they believe the worst effect falls into. If they agree on the zone, ask them for their rating and apply the rule selected in item 2.
• If they disagree on the zone, allow representatives from each zone 1 minute to state their case. Have each member re-rate the effect. If they still disagree on zone, select the worst-case zone and apply it to the rule developed in item 2 to any ratings that fall within the zone. If they now agree on the zone, apply rule 2.
The assignment of the severity ratings is a subjective process. If the method provided is followed, no more than 3 minutes should be spent on any rating; in most instances the rating should be established in a matter of seconds.
But what about the impact of the severity rating setting methodology on RPN ratings? Although RPN is identified by most FMEA manuals as the method to use in determining the issues that should be worked on, if RPN is used as the main tool for prioritization, a manufacturer risks being wrong up to 50% of the time.

Establish the occurrence rating
The occurrence rating, the rating that corresponds to the probability that the failure mode, will occur because of the cause and needs to be determined. In the example, an occurrence rating must be established for the probability of the component failing because the component material has been specified too thin. An occurrence rating must be established for the probability of the component failing because the component material type has been specified incorrectly. See the table, "Typical Occurrence Rating."
A durability test is conducted to assess the adequacy of material thickness and material type specifications. If this were a complete Design FMEA, there might be 20 or more specifications that determine whether the component will structurally fail because of road impact forces. It is possible that when durability tests are run, these specifications are not known. Consequently, if failures occur during the test run, there is a probability of component structural failure because of road load impacts. But it will not have what the Design FMEA is asking for-the probability of the failure mode because of each of the causes. Unfortunately, finding oneself without good objective data often occurs when trying to establish occurrence ratings for a Design FMEA.
If good objective data is not available to establish the probability of the failure mode because of the cause for which the rating is being developed, use the following methodology:
1. When trying to determine the occurrence rating, include several types of information such as design control results and the performance of similar products in the field. Often the information describes the probability of the failure mode occurring but is insufficient to develop an accurate rating for each failure mode or failure cause relationship.
2. In these cases, the probability of the failure mode should be rated first and the rating used to set the maximum rating for any of the causes for the failure mode.
3. Assign the failure mode probability rating to any cause believed to be a primary contributor to the probability of the failure being experienced.
4. Assign the rating of 1 to all other causes linked to the failure mode.
In the example, durability tests were conducted, and component structural failure because of road load impacts could be expected at a probability of 1 per thousand with the current design. Based on experience, the designers had confidence in the thickness specification but believed the property specifications for the material type were too wide and the edges of the specifications possibly prone to failure. Consequently, an occurrence of 1 was assigned to the material thickness specification cause and a rating of 4 to the material type specification cause.
Next month will continue the author's discussion on FMEAs. Learn about establishing the Design FMEA detection rating and determining what work to do.
Richard Harpster is president and founder of Harpco Systems (Wixom, MI). For more information, contact him at (248) 374-1718 or [email protected].
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


