Quality Measurement: Lasers, a Practical Tool for Inspection

It's no wonder that laser measurement has been moving into manufacturing in a big way lately. Laser scanners are fast and accurate measurement devices that lend themselves to automation. They can collect a cloud of datum points automatically on contours and features in a matter of minutes and then send the points to software for comparison against known values. Consequently, they are making it practical to make many more measurements and conduct more thorough inspections than before-and often do them in less time.
Because they fulfill the needs created by the demand for full-surface inspection, faster data collection and greater automation, laser scanners are now busy at work inspecting a variety of parts across many industries. They are checking parts small enough to fit in one's hand, measuring engine castings in automobile factories, and providing important feedback for the Boeing 787 and Joint Strike Fighter programs.
Despite these recent successes, laser scanning has been slow to catch on in factories. Sure, lasers have found inspection applications there all along, but their most common industrial use has been in design studios, where they caught on as reverse engineering and modeling tools from their earliest days in the 1980s. The situation has changed, however, over the past five years or so. In fact, Jim Clark at Metris USA Inc. (Rochester Hills, MI) reports that most of the laser scanners that Metris sells now are for inspection.
He credits the change to a steady evolution in technology and demand. Smaller lasers and electronics, more powerful computers and cheap memory make laser scanning more practical in a larger number of applications, and customers want to measure their parts faster and in greater detail. By the late 1990s, laser scanners were no longer confined to three-axis tables. Builders, such as Faro Technologies Inc. (Lake Mary, FL) and CimCore (Wixom, MI), had begun mounting scanners from third parties on their portable coordinate measurement arms.
"These ‘handheld' systems gave a whole new lease of life to laser scanners because they were very flexible and portable, but they were predominantly used in the design field," notes Clark. "The overall accuracy of the systems did not allow for inspection tasks, plus the systems could not be automated. Each scanner needed an operator who had to move the scanner around physically."
Inspection opened to laser scanners only when the major builders of coordinate measuring machines (CMMs) began to integrate them into their products. "Although the major CMM companies had always shown an interest in laser scanners, and a few had dabbled in integration, there was no major move to have laser scanners on CMMs," says Clark. When some of the large builders gave scanner manufacturers access to their controllers and software, however, some manufacturers of scanners designed their products around CMMs and the Renishaw PH10 motorized probing systems.
Not only did they design their scanners to fit the de facto standard on the machines, but they also developed stand-alone scanning software that users could load onto the controllers running their CMMs. For slightly more than a year now, the level of integration has progressed to the point that many CMM builders have been integrating such software directly into their own software, allowing users to scan from the CMMs' native software.

Inroads Into Sheetmetal
Applications that suit these scanners and software tend to be those that require measuring a large number of points, such as those found while checking automotive body panels and other contoured surfaces. "We can collect the data quicker [with a laser scanner] than we would with a touch probe," says Gerrit deGlee, new product manager, precision products, Carl Zeiss IMT Corp. (Brighton, MI). "One of the limitations of touch technology is that it takes quite a bit of time to collect the data points."
This limitation is especially pronounced on sheetmetal parts that vary a little because of variances in manufacturing or errors in fixturing on the CMM. When the workpiece is not in exactly the expected position, a CMM using a touch probe must take the time to feel about like a blind person to find a feature before it can set about measuring it. A laser, on the other hand, is not quite as constrained because its field of view is wider and deeper. "The depth of field is roughly two inches," says deGlee. "If the sheetmetal is anywhere within that two inches, we can get good data."
For these applications, Zeiss and other CMM builders specify a type of laser that measures surfaces. Unlike conventional laser triangulation that scans points and lines, much like someone dragging a pencil straight across paper, this scanner bounces the beam rapidly to the left and right as the beam moves along the surface, gathering measurements along a path that is an inch or so wide.
Although laser scanners can detect and even measure features such as holes and slots along these paths, getting accurate results can be tricky. And sometimes accuracy is limited, despite the inherent accuracy of laser beams. One reason is that laser scanners take their measurements from the light reflected back from the surface. Holes and like features reflect no light, and their measurements are really calculations that are based on missing data. "Inaccuracy can occur because you're not actually measuring the geometry," says deGlee. Reflectivity of the work material and environmental factors, such as humidity and thermal fluctuations, also can cause problems.
Orientation of the beam relative to the measured surface is another crucial factor. "The laser must be as perpendicular to the surface as you can get it for the best reflectivity," explains deGlee. "Without a mechanism for orienting a laser as normal to the surface as is reasonable, the usability of a laser is diminished greatly." Because today's cars have free flowing contours and aerodynamic profiles, keeping the beam in an optimum orientation can be a bit of a trick.
One way of solving the problem is with the Eagle Eye system, a combination of a laser scanner, a sixth axis of rotation and control software that Zeiss offers for its CMMs. Using this technology to overcome the limitations inherent in laser measurement could be well worth the investment for many applications. deGlee reports that the package contributes less than 10% to the cost of a CMM. Moreover, a CMM equipped with it can measure in 30 to 50% less time than one fitted with touch probes. The builder claims a 0.5-arc-second resolution on the rotational axes.

Measures Features, Too
Although measuring large, complex surfaces remains the sweet spot for laser scanning, scanners are finding an increasing number of applications for measuring features like holes, slots and edges-the traditional stronghold of touch probes. Clark at Metris credits these applications to the development of multiple-line, or cross, scanners.

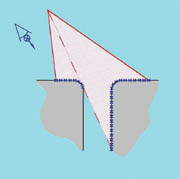
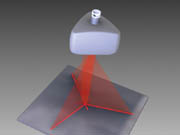
Cross scanners solve this problem by projecting three intersecting beams onto the surface, rather than one. Each of the three pairs of lasers and cameras in the head has its own field of view and collects 6,400 points per second along a line or stripe that is offset from the others by 120 degrees. Because all three lasers work together, they measure a total of 19,200 points per second. "And they make it possible to scan features without worrying about the relative positioning of the beam to the edge and to avoid the need for putting a costly sixth-axis on the CMM," says Clark. Moreover, a slight inward tilt of each laser and camera allows the device to scan walls and, so, measure in three dimensions.

Consider the advantages that such cross scanners bring to inspecting engine castings. The cross scanners can peer into the pockets and holes and scan blocks, cylinder heads and gearboxes in three dimensions on one pass.
trigger probing.
Lasers also have the advantage of being able to measure contours and features impossible to reach with touch probes and tactile sensors. A good example is a tiny onion-shaped hole that measurement-machine builder Werth Inc. (Old Saybrook, CT) helped a manufacturer to measure.
Although the hole appeared to be rather ordinary from the outside, its major diameter was beneath the surface. Being unable to bend in order to reach under the surface, a touch probe would be unable to measure the upper half of the hole, even if it could pass through the 3-millimeter opening. Consequently, the manufacturer had to pull a sample from production periodically and cut it open.
To eliminate the expense of destructive testing, Werth fit one of its four-axis multisensor measurement machines with two devices. The first is a video camera that finds and measures the hole on the surface of the workpiece (in the X and Y axes). The second, a contour probe fitted with a laser, has a mirror mounted at the end of a needle-like extension that the machine inserts into the hole. The laser beam then reflects off the mirror as the machine travels along the profile to be scanned.
Pick the Correct Sensor
Although the machine itself was from Werth's standard product line, there were two tricks to make it work. One was the initial programming, which one of Werth's experts did in a few weeks. The other was specifying the correct type of laser. "If you don't pick the right one, you might be disappointed with the range of the data that you can measure or with the scanning speed," explains Ralf Herzog, vice president of engineering. "You have to pick the right tool for the job."
For the onion-shaped hole, Werth's engineers specified a Foucault laser, which is named after a French scientist who developed a technique that uses a knife edge to measure the quality of optics. Because the Foucault laser applies his ideas, it is very accurate, but is not quite as fast as other lasers. "So if you are more interested in speed, then you should choose a less sensitive laser, such a one based on triangulation," advises Herzog.
For covering large surfaces quickly, he suggests a laser such as Laser Line Sensor that scans a multitude of points along a line perpendicular to the direction of travel, rather than only one spot. These lasers measure a strip as they progress along a path, rather than a thin line.
Because of the variety of lasers out there and the difference in their performance, experts recommend dealing with experienced vendors, both in lasers and in the kinds of parts being measuring. The right engineering talent is a necessary component in coupling the appropriate laser technology with the right machine to give a manufacturer a practical tool for inspecting production parts. Q
Quality Tech tips
• Because they fulfill the needs created by the demand for full-surface inspection, faster data collection and greater automation, laser scanners are now busy at work inspecting a variety of parts across many industries.
• Data can be collected more quickly with a laser scanner than with a touch probe.
• Scanners are finding an increasing number of applications for measuring features like holes, slots and edges.
• Lasers also have the advantage of being able to measure contours and features impossible to reach with touch probes and tactile sensors.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





