The Economics of Multisensor Metrology in the 21st Century
Choosing a multisensor measurement system is about more than the technologies-laser, video and touch probe are shown here. Source: Optical Gaging Products Inc.
In this economic environment everyone thinks more seriously about spending-whether to spend, when to spend and how to make the best spending decisions. Manufacturing equipment, including metrology systems, is considered a capital investment, and investment decisions involve more than price. Those decisions are based on other factors affecting the manufacturer’s business including productivity increases, technology advancements to maintain a competitive advantage, market size and growth, demand forecasts and understanding of product life cycles. Costs get more emphasis during uncertain global macro-economic downturns when forecasting can be more difficult than usual.
During these cycles, capital investments are more closely scrutinized. Economists analyze manufacturing data to forecast changes in the economic cycle while manufacturers analyze economic projections to re-adjust their sales forecasts. Consumers grow cautious so government tries to stimulate spending. Predicting a down economic cycle can be self-fulfilling and actually stifle investment.
And despite what may be said in the press about the state of manufacturing in the United States, it is still a significant contributor to our GDP so manufacturing is important to all of us. How does a progressive-minded manufacturer make smart investment decisions during these times?
Manufacturing spending decisions include assessment of risks and the value of investments. Risks vary by each situation but are influenced by the types of products manufacturers produce and where those products are in their life cycles. Companies prepared to invest are concerned with value, and comparative value is where multisensor metrology comes into play.
Although a specific project may trigger the requirement for a measurement system, when analyzing a multisensor investment, it is important to recognize the long useful life of the typical multisensor metrology system and how its extensive capabilities make it suitable for broader application, for other new products and in support of existing products. In fact, using the new measurement technologies available in a multisensor system for existing products can improve efficiencies through higher throughputs and lower scrap rates, perhaps as an unintended consequence of that investment. The value of the investment in a multisensor system can extend beyond the initial project or product that originally justified the investment.

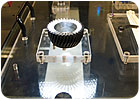
Multisensor metrology uses complementary technologies to perform more measurements in a single setup as shown in this photo of a machined casting mounted in a rotary indexer for measurement by video and a micro tactile probe. Source: Optical Gaging Products Inc.
Determining Value
Obviously a system’s measuring capabilities are primary considerations, but it is important to consider other benefits of multisensor metrology during the buying process. Where the system will be used in the manufacturing process, what specific dimensions on the parts will be measured, who will operate the system and how its throughput will affect production workflows are among the important considerations. Each of these things should be understood in order to get the best return on the investment.Where a multisensor measuring system will be used is an important consideration. Besides the requirement for proper utilities, environmental considerations and appropriate access, the system’s position in the manufacturing workflow must be considered.
The closer the measuring system is to the manufacturing process of the parts being measured, the less part handling is required. If the system will replace other measuring devices, it may be more efficient to put the new multisensor system in a different location. If the system will be used exclusively for incoming or outgoing inspection, the location choices are rather obvious. When measurements are made during a manufacturing process where the outcome of those measurements determine whether to continue manufacturing the part or cut the losses by scrapping it and re-adjusting the process, where those measurements are performed can affect the manufacturing workflow. If the measuring system will support multiple manufacturing processes, its location can be important to all of them.
One implementation is a workcell where the measurement system is available to the machine tools in the cell. In such cases it is not unusual to measure a part as different processes are completed and then again at the end of all the processes. A multisensor system shows its value in a workcell where it can replace multiple measurement machines, fitting more capability into less space. Besides the smaller floor space footprint and fewer utility requirements, there can be fewer fixture requirements, less part handling, and lower cost of training because there are fewer systems to learn to operate and service. With programmed computer numeric control (CNC) of operation, a machine tool operator also can operate the measurement system, with parts being manufactured and measured simultaneously.
Additionally, a multisensor measurement system often supports several manufacturing operations. An initial implementation might be to centrally locate the system so the walking distance between each process that will use it is nearly equal. That decision is rarely so simple.
An assessment for positioning a shared measurement system has to include prioritization of the measured parts, the criticality of particular measurements relative to other manufacturing decisions, and the number of measurements each part or process requires.
For example, early in a process a few external dimensions may be important. Based on that outcome, those parts may get more processing with critical features that also must be verified before proceeding to subsequent processes. In such a case, the part may return to the measurement system several times during its fabrication. How many measurements are performed, their resolutions and tolerances, and how long the measurements take, can affect decisions about the proximity of the machine to the particular processes.
Studying the economics of sharing a measurement system for several parts or processes brings up the possibility of bottlenecks. Whether the manufacturing operation is lean or not, it is inefficient to have parts accumulate in a queue waiting their turn on a measurement machine. That bottleneck is particularly important when those measurements are critical to other manufacturing decisions. In other words, no matter how efficient a new measuring system may be, being frugal by sharing it among too many processes may not be as efficient as it might first appear if bottlenecks at the measurement machine slow manufacturing workflows.
What dimensions need to be verified is important in selection of an appropriate multisensor measurement system. This is where the specific types and combinations of sensors are considered. The manufacturing engineer knows what needs to be measured while the measuring machine supplier knows which measurement technology is most capable of each measurement.
An application study, where the measuring system manufacturer or representative measures the dimensions of interest on the manufacturer’s actual parts, can be very helpful. The study helps the measuring equipment company specify the appropriate system and sensors that they know meet the requirements on the part drawing. The application study provides pre-investment assurances to the manufacturer that the most appropriate multisensor system has been configured for their specific requirements.
A primary measuring machine consideration is the size of the part and its fixture. The machine must be large enough to accommodate the part and fixture while also allowing appropriate working clearances for the measuring sensors. For example, optical and laser systems have working distances at which they focus properly. Touch-trigger probes have clearance requirements and must be able to approach a surface, trigger and back off.
In the case of internal features such as bores into a part, the probe length must be able to move across the part to the bore and then extend into the bore. For example, to measure the top of a 6-inch part requires a measurement system with more than 6 inches of travel range.

Multisensor system measurement software controls all system operation and presents results graphically and numerically, sometimes on dual video monitors. Source: Optical Gaging Products Inc.
Different sides
Many times important features of interest are on different sides of a part. Any time an operator has to move a part in order to measure something on the other side, there are time delays and possible additional fixturing costs. Being able to mount the part once and bring the appropriate sensors to it without needing the operator to change its position can increase measured accuracy as well as save time. Not all sensors work from any direction, however.Vision systems easily measure features of interest perpendicular to the optical axis. If that axis is fixed, measurements can be constrained to that direction. Touch sensors, and their micro-sensor siblings, are capable of measuring on their axes and perpendicular to their primary axes. Star probes extend the directionality of touch probes. Rotary tables allow measurements of multiple surfaces in a single setup.
These are examples of why properly applied multisensor systems often have proven their value to a variety of manufacturers in a broad range of industries. An application study will determine the optimal mounting orientation for the part to accomplish the required measurements.
Who will use the multisensor measurement system is an important consideration. Part programs for CNC automated measuring systems can be started and run by an operator with a minimum of training. A manufacturing operation with multiple shifts may have several operators all trained to use a set of part measurement programs. Measurement software allows some of these powerful measuring machines to simplify measurement program operation to clicking a photo of the part on a computer screen, or scanning a barcode on the part. In such cases, the training requirement is more focused on properly loading and unloading parts vs. measuring them. Another level of operator is the person who creates the part measurement programs. In many operations the same person creates and runs the part programs.
Regardless of how many users will be involved with a multisensor measurement system, selection of the best system and its configuration requires an assessment of its ease of use. There is an important balance between highly accurate, multifaceted measuring capabilities, and the level of training and knowledge required to use those capabilities to get the measurements necessary to verify critical dimensions. Well-designed measuring systems anticipate user requirements and strive to balance powerful capabilities with ease of use. This is where brand-to-brand differences can be very important.
A system that’s easy to learn to use can actually decrease costs of training and speed its implementation into production. What the manufacturer cares about is the measurement data. A system that is fully capable, easy to integrate into the manufacturing process, and provides accurate, repeatable metrology has the lowest risk and the highest value. Q
Definition of Multisensor Metrology Systems
Multisensor metrology systems are measuring machines that combine technologies in a single platform with common operating software to automatically perform more measurements of a part in a single setup than is possible on a similar measurement system that uses a single sensor technology. For dimensional measurement these technologies include combinations of optical and tactile sensors, many times with multiple variations of each type. A common combination is vision and touch probes.Quality Online
For more information on multisensor measurement, visit www.qualitymag.com to read these articles:“ABCs of Multisensor Measurement”
e-Xtra: The Multisensor Advantage
“Multitasking with Multisensor Measurement”
Tech Tips
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





