Custom Gages Automate Your Production
Fully automating the measuring process is the ultimate custom gage solution
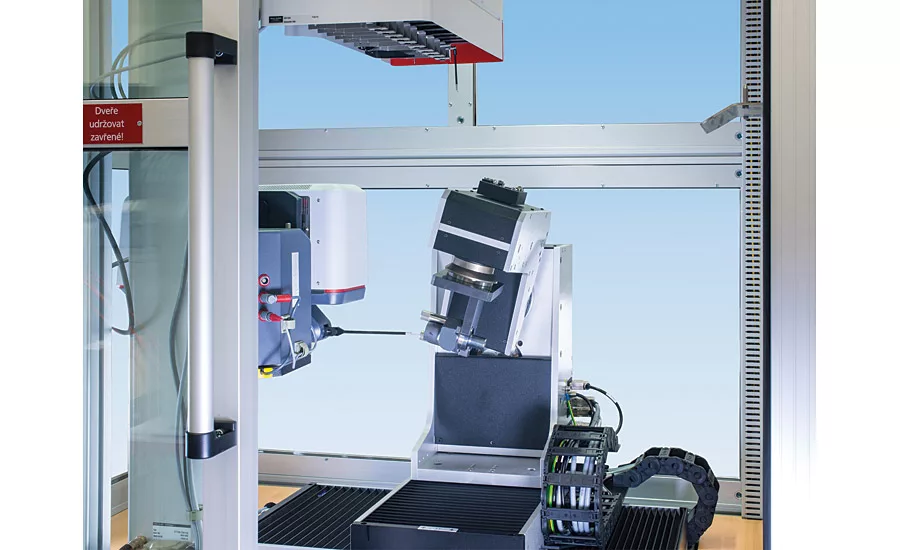
This measuring station concept with five positioning axes is particularly recommended for complex workpieces with awkward measuring points, such as injection system components, pump bodies or components from automatic control gears. Source: Mahr
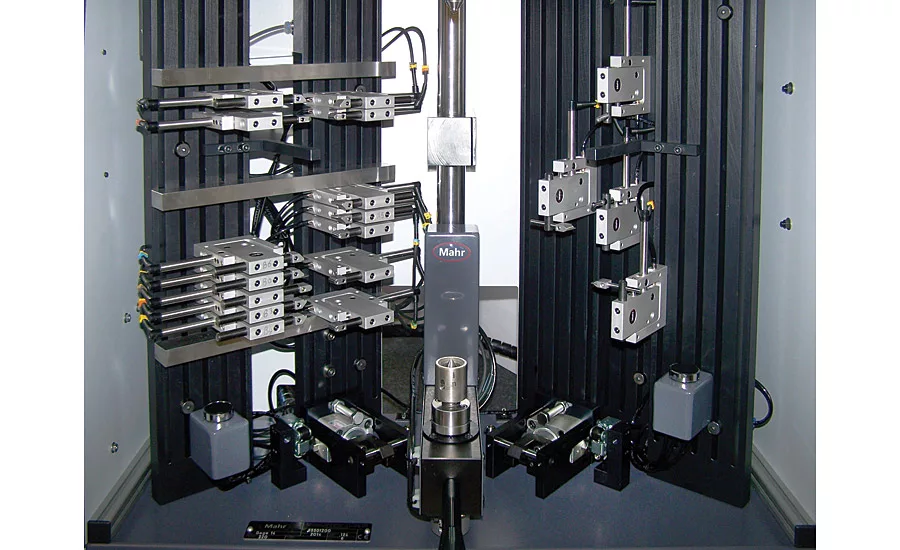
Another way to save time and provide a different level of automation is to make multiple checks in sequence. Source: Mahr
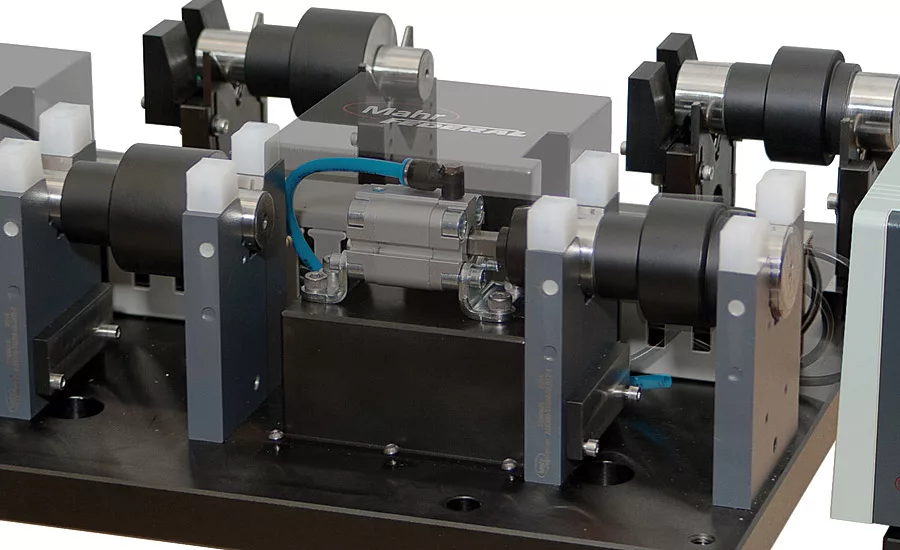
Fully automating the measuring process is the ultimate custom gage solution. Source: Mahr

A hard-to-access surface finish check is the measurement of surface profile on camshaft bearing bores in an assembled cylinder head. Source: Mahr

A simple piece of special fixturing on a standard gage can significantly reduce operator time to position and measure the part. Source: Mahr
It’s certainly not news that more and more gages are being forced out onto the shop floor. Tight tolerance measurements that were once performed by a trained inspection technician are now being done right next to the machining center, most likely by the machine tool operator. But just because shop floor gaging has become commonplace doesn’t mean that any gage can now be taken out to the shop floor. The gage that the trained inspection technician used may not perform as well in the hands of a machinist, nor may it be capable of keeping up with the rate that the machine is producing parts.
Because of this, standard off-the-shelf gaging may not be the best choice for specific inspection processes at the machine, or for best throughput by the operator. More and more high production facilities are looking to reduce the amount of interaction the operator has with the part. They are there to make parts, not necessarily to handle, measure and move parts.
Tech TipsThere are many ways that custom gages can help automate the measuring process. This may be by simple modification to a standard gage, or building a custom CNC surface measuring system. But they all have the same goals: speed the process, eliminate the influence of the operator, and generate better measuring results. |
When most people think of automation with custom gages they envision a large inline gaging system with parts moving along on a conveyor and being passed through the automatic gage, measured and sorted per part requirements. And while this is a true example of an automated gaging process, there are a lot of “in-between” gages that, while not as extensive as fully automatic gages, do provide some automation to the process. This is because what automation does is provide an operational improvement to an apparatus, process, or system by mechanical or electronic devices that take the place of human labor.
Thus, any time a custom gage replaces or even shortens operator involvement, we have provided some form of automation. And every time we reduce or replace human involvement we are apt to speed up the measuring process and reduce manufacturing costs. Benefits of measurement automation include:
- Better control the manufacturing process: Often the first reason for choosing a gage customized to a manufacturing process is to help control the process and improve productivity. This can be accomplished by collecting measured results and providing feedback to the machining center to better maintain part size and optimize tool life, thus reducing scrap.
- Improve measurement results: The gage that was so capable in the hands of a skilled operator may not be as capable in someone else’s hands. But with customization to speed the process and reduce operator influence, significant benefits can be achieved.
- 100% quality inspection: For some life and death parts, or where non-conforming parts are not acceptable, a custom gage may help provide the guarantee.
- Functional/Assembly performance: Even the best manufacturing processes may not be able to meet the tolerances required when putting together matched assemblies such as those used on hydraulic valves or bearing assemblies. But custom gaging can measure to the tolerances required and sort components into categories for clearance, or actually match parts together for the proper clearance.
- Faster Throughput: There are a lot of ways a custom gage can help “automate” the measuring process. Simply combining multiple checks into a single custom fixture can speed up the measuring process. Automatic positioning or staging of parts can speed up measurement and increase production. Or, with a fully automatic gage, the entire measuring and handling process is automated for virtual lights out operation.
- Consistent/reliable results: Custom gaging reduces operator influence, often requiring less skilled operators, or no operators at all. This means better reliability of results and fewer measurement errors.
Based on this premise that custom gaging is meant to speed the measuring process and reduce the human element, we can begin dividing custom gages into various levels of automation and look at how these can help improve the inspection process and increase production.
AUTOMATING MANUAL GAGES
At the very basic level, if a manual gage is created with the specific goal of making it easier to stage or gage the part, then we have helped automate the process. Or, if the manual gage is designed to make multiple checks at once, the same goal is accomplished: the gage is reducing or taking the place of human labor.
A simple piece of special fixturing on a standard gage can significantly reduce operator time to position and measure the part. An example of this is an off-the-shelf precision height stand that was recently customized for high accuracy balls used in precision rotary bearings by adding some special fixturing and automating the measuring system. Simple design changes, like tilting the stand to help seat the ball and creating an easy-to-adjust fixture to handle a wide range of ball sizes, sped up part staging. Employing an easy parallelism adjustment and a footswitch to control the probe saved significant time in the measuring process.
Measurement improvement was also seen due to the consistent forces being applied to make the measurement.
The same fixturing concept can be used to help speed the process for making surface finish checks at the point of manufacture. A hard-to-access surface finish check is the measurement of surface profile on camshaft bearing bores in an assembled cylinder head. This is difficult because once the head is assembled, the bearing bores no long have open access. Trying to stage the part on a surface plate and position the cylinder head to the probe—usually with a very long stylus on a surface profiling system—is very time consuming and nowhere near fast enough for use at the point of manufacture.
To help automate this gaging process, a set of custom fixtures was specifically made to make the measurement easier and increase performance. The solution starts with a fixturing plate that is attached to the cylinder head to provide location marks for the custom surface finish system. This consists of a standard mobile profiling system with a special probe tip and alignment tool paired to the fixturing plate. This provides two important functions: 1) it positions the probe into each of the eight cam-bore checking locations; and 2) protects the delicate probe tip during insertion and extraction. This custom fixturing reduced measuring time and operator involvement, and generated better measurement results.
Another way to save time and provide a different level of automation is to make multiple checks in sequence. A common shop floor practice is to provide a series of tools for the operator to use in a specialized gaging station. Often these gages can be connected to a gaging computer through a wired or wireless network. The computer can then provide a guided gaging sequence for the operator, informing him what gage to use in the gaging process, helping him make the measurement with pictures/instructions, and collecting the data to provide feedback for part qualification. These workstations and the guided sequence provide a sort of automation to give the user clear steps of the process to follow, while all data collection and part qualification is done automatically, thus reducing operator involvement and measurement time.
Measuring time can also be greatly reduced by building a gage that makes multiple measurements at the same time. Many gage builders have begun using what are known as ‘standard elements’ to create multiple dimensional measurement systems configured for the part. The use of these standard elements allows a custom gage to be created in a relatively short time for fast implementation, and then potentially allows the gage to be reconfigured for families of similar parts. With this multiple dimensional measuring solution the gaging sequence is compressed into a one shot measuring cycle.
The benefits of an automated manual gage include:
- Multiple checks at same time
- Multiple checks in guided sequence
- Faster measurement and part qualification
- Collected results for documentation
- Feedback for process control
SEMI-AUTOMATIC GAGES
The next level of automation brings movement into the gaging operation. Often parts have to be moved or manipulated to make the check required—diameter variation run-outs, concentricity, or some other rotational function, for example. This required movement can often be built into a custom gage, such as rotating a part faster than the operator can, or rotating it at a constant velocity without operator influence. There are a number of ways of doing this. One is to effect the rotation so that both static and rotation checks can be made in one operation. For a custom configured standard element system, this is the ultimate in automation—multiple checks, fast rotation and no operator influence.
In some cases, rotation speed is critical for the part qualification. By having the operator load the part and then let a motor take over for the rotation, along with custom software to control the measurement timing, fast reliable qualification of motor shafts can be accomplished and the results quickly displayed for the user.
Another consideration for a semi-automatic gage is when the part can be manually placed into the fixture. Often a loading station will be provided to allow the user to place the part and then let the automatic gage take over the measurement process. An example is the measurement of connecting rods for all diameters, bend, twist, weight and marking. Once a part is in place, the automated gage takes over by closing off access to the operator and moving the part into various stations to accomplish the dimensional and other checks. In the meantime, the operator is free to get ready for the next part. All measurements are accomplished automatically with no operator involvement.
The benefits of an automated manual gage can include:
- Manual loading: gages do the measuring cycle
- No operator influence
- Faster
- Better repeat
- No operator skill required
- Computer generated analysis and part qualification
- Feedback for process control
FULLY AUTOMATED GAGES
Fully automating the measuring process is the ultimate custom gage solution. It takes the operator completely out of the picture and can run lights out in a very reliable manner.
There are two levels of custom gage automation involving part movement within the gage: the gage can be designed for an automated process as a standalone station; or the gage can be part of the manufacturing process and take over for some portion of the part handling within the manufacturing cycle.
Gages designed as standalone stations are often robot fed and may or may not include part manipulation/movement. Standalone stations have all the gaging components in place with the measuring system sending information back to a main controller. The gage often will use sensors to verify to the process controller when a part is in place, when to take a measurement, and when to provide gaging results for disposal. These custom solutions are specifically tailored to the speed of the process, the part tolerances required, the environmental conditions of the process, and the capabilities of the system bringing the part to the gaging station.
In some cases part measurement automation is accomplished within the manufacturing process by using a combination of standard automation modules and a standard surface/profiling system. The modules include X/Y slides, rotary tables, probe holders, and custom fixturing. Using CNC software, completely automated measuring cycles can be created for complex parts. This measuring station concept with five positioning axes is particularly recommended for complex workpieces with awkward measuring points, such as injection system components, pump bodies or components from automatic control gears. During the fully automated measuring routine the workpiece is moved to the positions required to complete the measuring task. Measuring positions that are difficult to set manually can be reliably reached.
The benefits of CNC based, fully automated measuring systems include:
- Run lights out
- 24/7 operations
- High reliability
- Process feedback
- In-line or close-to-production gaging stations for dimensional measurements or surface finish checks
- Automated surface checks are precise and much faster than manually positioned probing
- Fits into a closed loop manufacturing process and provides 100% documentation of all measurement results
There are many ways that custom gages can help automate the measuring process, whether by simple modification to a standard gage, or building a custom CNC surface measuring system. But they all have the same goals: speed the process, eliminate the influence of the operator, and generate better measuring results. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







