Transformative Technologies and What They Mean for Inspection
These technological advances stand to impact all nondestructive testing methodologies.

Complete AOS phased-array system.
The same leaps in technology that have taken us from Pac-Man to today’s virtual-reality gaming are having a big impact on nondestructive inspection. While we are not yet at the point where we can take a virtual walk through high-resolution renderings of our parts to examine internal anomalies, it is well within the realm of possibility that we will have that capability in the future. What we can do today is take advantage of ultra-high data-transfer rates and exponential growth in computer-processing power to utilize mathematically sophisticated and computationally intensive signal and image processing to create extremely high-resolution images at production rates.
Processing power and high data transfer rates are not only greatly advancing signal and image processing, but also enabling the simultaneous use of multiple probes and sensors, as well as multiple inspection techniques. The additional information can greatly improve fast characterization of anomalies, which is particularly important for in-line manufacturing applications where speed and throughput are essential.
At the same time, miniaturization of electronic components allows more channels in less space. This in turn greatly reduces the form factor of instruments, which is particularly advantageous for increasing the functionality of portable instruments typically used in service.
The cost effectiveness of inspection is greatest when there is feedback to the manufacturing process as early and as far upstream as possible. Useful process information as well as identification of short- and long-term trends are available using the same techniques that are used to detect and characterize anomalies. Greater data throughput and the ability to use multiple sensors during inspection provides an opportunity for much faster and much more informative process feedback.
These technological advances stand to impact all nondestructive testing methodologies. The remainder of the article discusses how these advances are already transforming phased array ultrasonics.
PHASED ARRAY ULTRASONICS
Ultrasonic inspection can generally be described by six operations: signal generation, data acquisition, signal processing, data visualization, interpretation and reporting. The more of these operations that can be performed in near real time the more cost effective the inspection. The advances in processing power, higher data-transfer rates and miniaturization of electronic components discussed above touch all of these steps directly or indirectly.
For example, data transfer rates greater than 160 MB per second are now being realized on phased array instruments using ultra-fast USB 3 technology. The fast transfer rates greatly improve data management and reporting for both online and field applications.
The small form factors for phased-array controllers enabled by miniaturized electronics are particularly advantageous for reducing the size and weight of instruments designed for field use. At the same time, significantly greater processing power, together with high data-transfer rates, are enabling high-speed data acquisition and sophisticated real-time processing on these instruments, thereby tremendously increasing inspection capability for field applications.
Advanced Full-Matrix Capture/Total-Focusing Method.
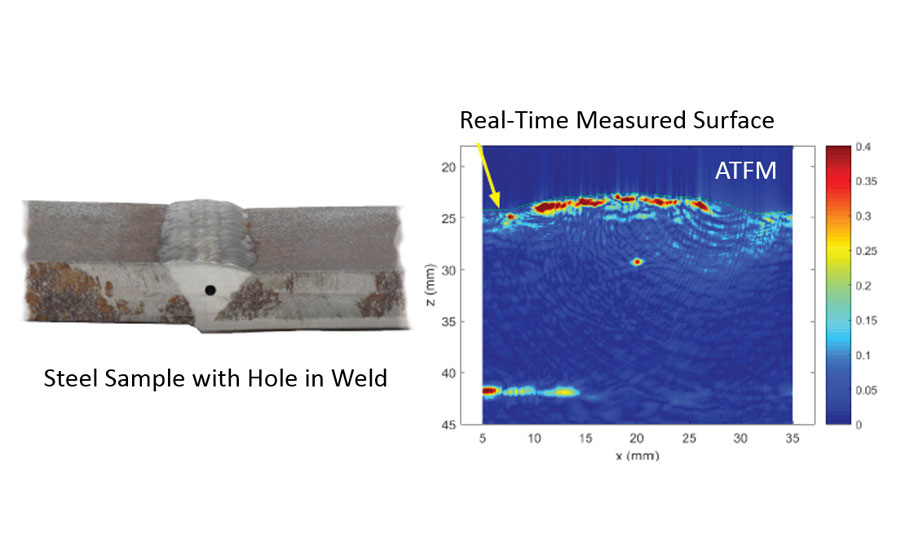
Adaptive method used together with total-focusing method.
Array probes and current ultrasonic instruments already allow large amounts of data to be acquired at production rates. But that data must be processed to create images, and these images in turn must be analyzed to extract the information required to ensure quality and to provide process feedback. Current phased array systems are capable of producing images that most often display 2D color maps of amplitude and/or time-of-flight for reflected signals measured by the probe. The resulting images are typically visually scanned by operators. If anomalies are observed in the images, attributes are often analyzed off line. For automated inspections it is often necessary to reload the part or in the best case, pause the inspection process and go back to the area of the anomaly for a closer look. Improving data and image quality can help to reduce the time spent on off-line interpretation, and ideally, open the door to automated interpretation and reporting.
Increased processing power also opens the door to several avenues for greatly improved analysis and data visualization. The mathematics and physics of wave propagation are well understood, and there are existing advanced methods for signal processing and imaging that stand to enhance images and improve detection and characterization of anomalies. Most of these techniques are computationally intensive, and are only now beginning to appear as options in real-time inspection systems.

Miniaturized electronic boards for a fully parallel 64-channel AOS phased-array system.
Increased computer processing power is also enabling the use of techniques for signal processing that have been developed in other fields, for example, geophysics and medical imaging. The challenge of interpreting seismic data in the search for new oil and gas reserves that are generally deeper and in more complex geological formations than reserves previously discovered is not unlike current challenges in phased array inspection of thick parts with complex geometry. Another example of potential crossover from other fields are techniques developed for medical imaging that hold promise for enhancing features in cases where changes in acoustic impedance are small.
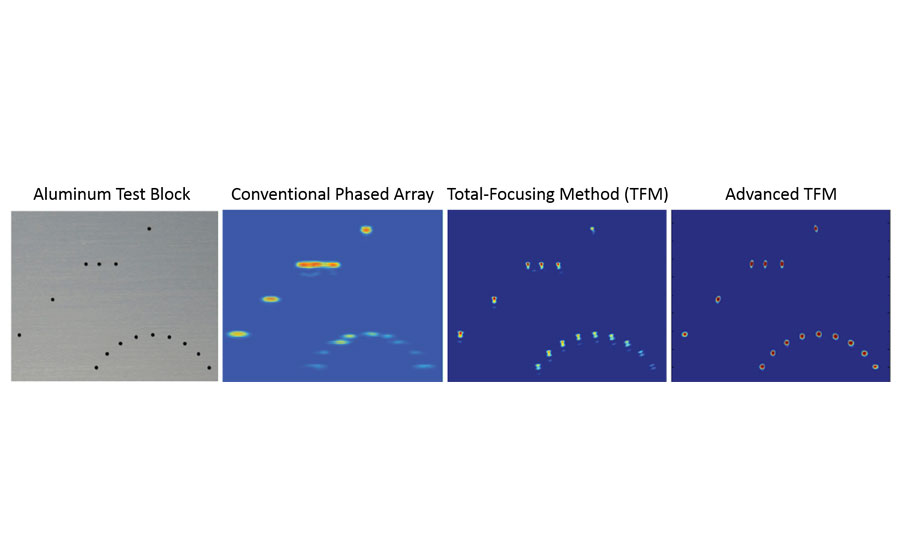
Comparison of images using different signal-processing techniques
EXAMPLES OF NEW PHASED-ARRAY TECHNIQUES ENABLED BY INCREASED PROCESSING POWER
Among the most recent advances in phased-array UT is the appearance of new signal-processing and data-acquisition techniques including total focusing methods and surface-adaptive acquisition. These approaches have been enabled by the increased processing power that allows them to be utilized in real time.
Current implementations of total focusing methods utilize full-matrix-capture (FMC) data acquisition. FMC is a data-acquisition technique in which each individual probe element is fired in succession while all elements receive the returning signals. For a linear probe, the result is an n x n data matrix of signals. Signal processing is then utilized to time shift the signals to achieve a very high-resolution image that is optimally focused throughout 2D cross-sectional images and volumes.
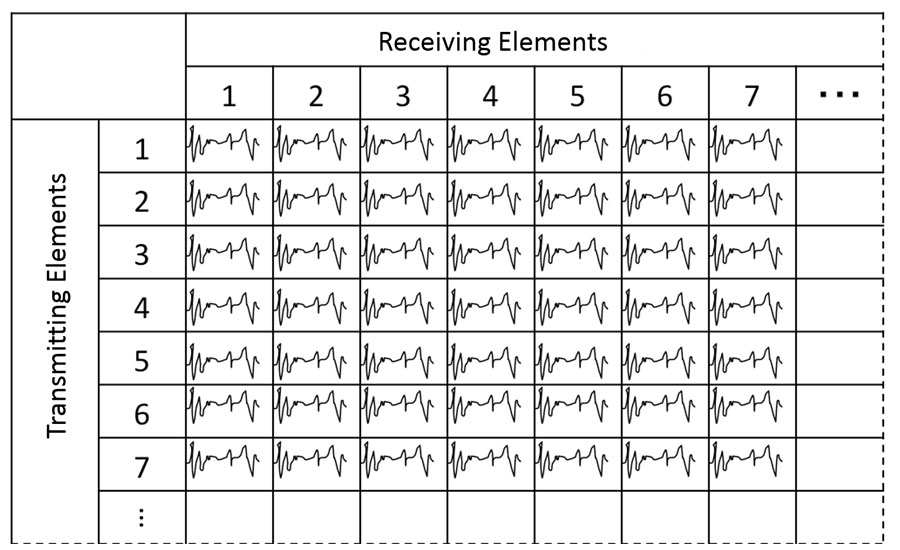
For a linear probe with n elements, FMC data acquisition results in an nxn matrix of signals.
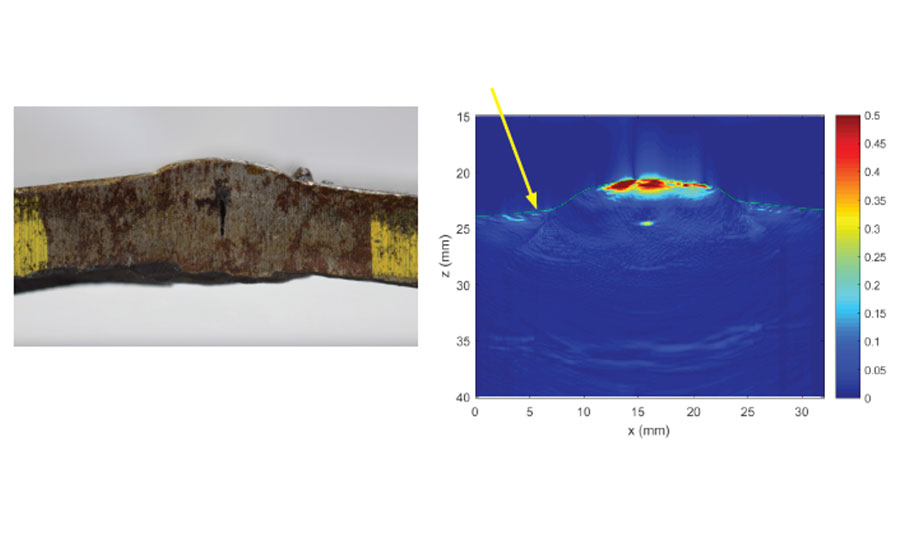
Surface-adaptive acquisition describes techniques developed to account for complex geometry. In this case, the surface geometry of the part undergoing inspection is measured in real time as part of the inspection. Using FMC acquisition, the surface shape is accounted for using an Advanced Total-Focusing Method. Not only does the technique greatly improve image resolution for complex shapes, but it also solves problems associated with probe misalignment and part-to-part variability.
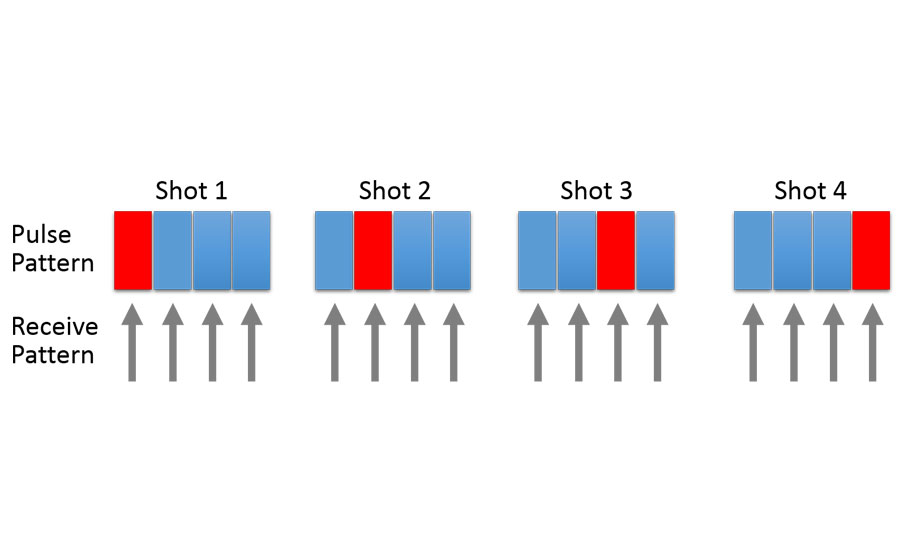
With Full-Matrix-Capture (FMC) acquisition, each individual element of the probe is fired in succession while all probe elements receive.
THE FUTURE
Developing and implementing an inspection strategy is a process driven by competing requirements for speed, cost and accurate characterization of anomalies including location and size. As described above, three technological advancements that are having a significant impact on inspection technology are miniaturization of electronic components, fast data-transfer rates, and greatly increased computer processing power. These advancements are allowing higher inspection rates and enabling new inspection techniques that are yielding higher-quality data at the same time that hardware costs are dropping.
And this is only the beginning. Further advances in phased array hardware, processing power and automated interpretation are expected, which will further reduce inspection costs, while enabling novel and automated processing solutions optimized for specific applications. At the same time, the ability to use multiple UT probes along with other sensors will greatly improve characterization of anomalies and allow tracking of trends making real-time process feedback an achievable goal.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



.webp?height=200&t=1777391381&width=200 "a rendering of a robotic-assisted surgical system")

