Why Smart Cameras are the Ideal Solution for Traceability
Machine vision’s role in track, trace and control.
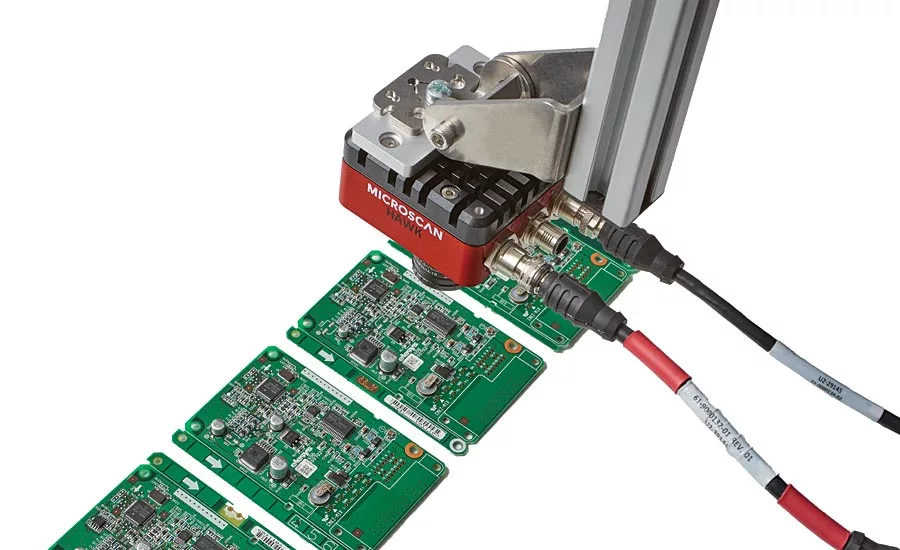
A smart camera locates and captures data from tiny barcodes on a series of PCBs.
The power of smart cameras lies in their ability to combine a wide range of functions—locating objects, extracting data from barcodes, “reading” alphanumeric characters—into a single, compact device. In complex quality inspections where works-in-progress (WIPs) need to be inspected on a variety of levels, smart cameras are essential for many manufacturers. They are fast, accurate and thorough—and best of all, they’re just getting better all the time.
The advantages that come from having broad functionality in a single piece of hardware are especially apparent in traceability. This complex and resource-intensive practice of keeping track on the status and whereabouts of all WIPs heavily depends on the use of barcodes and equipment that can read and store barcode data. Taken a step further, a real-time traceability system can factor in quality inspection data at each step in the production process.
Although complex, the concept of traceability can be simplified by considering it in terms of three main requirements: tracking parts, storing and retrieving historical data for each part, and using WIP status data to determine where a part will go next. These requirements are summarized in the acronym “TTC,” short for “track, trace and control.” As it turns out, smart cameras come in handy for the track and control phases of TTC.
The components of track, trace and control
When viewed through the lens of track, trace and control, traceability can be thought of as a present-past-future reading for individual works in progress. By allowing manufacturers to analyze WIP data and make decisions in real time, traceability is an essential management strategy that helps avoid unnecessary costs while boosting productivity.
Tracking part location and status
The track phase involves scanning codes—usually barcodes in the form of direct part marks (DPMs) or printed labels—to capture data on where each WIP is at any point in time. In general, it’s important to have an advanced barcode-reading system in place to ensure that production isn’t slowed down by no-reads. The vast majority of machine vision smart cameras include a complete barcode reading and barcode quality verification toolkit.

A smart camera inspects bottle cap placement on a beverage packaging line.
Tracing parts back to their origins
The trace phase doesn’t directly involve smart cameras, but it makes use of the data that they capture as a part of WIP tracking for the purposes of pinpointing bottlenecks and sources of part failure. The information gathered on item location, part quality and arrival times at various inspection points is like a gold mine for statistically-minded industrial automation strategists interested in making things better.
Controlling work-in-progress next steps
Perhaps the most important contributions of machine vision smart cameras are the ones they make during the control phase. This is where smart cameras are responsible for inspecting each WIP part to check for defects, and the inspection results determine if the part can continue moving forward through the assembly process. Parts or final assemblies that don’t pass muster are either flagged for follow-up or tossed off the production line altogether.
Vision inspection for complete product integrity
Today’s manufacturing world involves fierce competition, high consumer expectations and increasingly strict regulation. Robust traceability systems combined with machine vision capability can ensure that the production process meets regulatory requirements and that all information included on the packaging reflects with the actual product.
Vision systems can reliably check packaging and labeling at high speeds, ensuring that printed information is present, legible and accurate. Here are a few tasks that most smart cameras perform in order to support traceability and contribute to complete product integrity:

Powerful smart cameras can come in compact sizes, offering more flexibility in traceability applications.
Barcode reading and verification
The machine vision algorithms are able to find and identify the entire range of common code formats (symbologies) based on their unique characteristics, including damaged and poorly formed codes. Smart cameras can also verify barcodes to ISO and GS1 standards, helping ensure that they will be readable throughout the production process.
Optical character recognition (OCR)
When print and characters vary, the optical character recognition function in a smart camera can ascertain the print quality of a label by comparing it against a reference image. The combination of OCR and barcode reading also ensures that human-readable and machine-readable data on a single product agree.
Color verification and sorting
One powerful feature of many advanced smart cameras is their ability to recognize specific colors and to sort (or reject) items based on the results. This capability comes in handy in packaging, laboratory automation and a sweeping variety of other situations.
Advanced defect detection
Today’s smart cameras use advanced image processing algorithms and lighting techniques to capture subtle defects in works-in-progress. Combined with a reject mechanism, this input from machine vision technology helps ensure that flawed products don’t go out into the market to be purchased by unsuspecting customers.
Why use smart cameras rather than multi-camera vision systems?
The traditional approach to machine vision systems involves a series of conventional cameras connected to a PC that performs the image processing and analysis. A smart camera helps reduce complexity by combining the image sensing and machine vision functionality into a single, compact, self-contained and environmentally hardened unit. Smart cameras can also be programmed to handle a wide variety of imaging algorithms and application functions.
Smart cameras are reliable and user-friendly
Smart cameras have fewer moving parts than PC-based multi-camera systems, and this gives them the advantage of reliability. As a self-contained unit, they are more likely to be ruggedized and capable of tolerating harsh operating conditions.
The simplicity of smart cameras improves their overall user-friendliness and makes them easier to integrate into a given manufacturing environment. Their machine vision algorithms generally come pre-packaged and their software tools tend to be available in graphical user interface (GUI) form that prioritizes intuitiveness.
Smart cameras make independent, distributed inspection easy
Because smart cameras are self-contained solutions for inspection and traceability, they are a good choice for applications that require several independent inspection points throughout the production line. Each camera can be easily programmed to take care of a specific task without interfering with other inspection points. Distributed inspection points are often required in applications like automotive manufacturing.
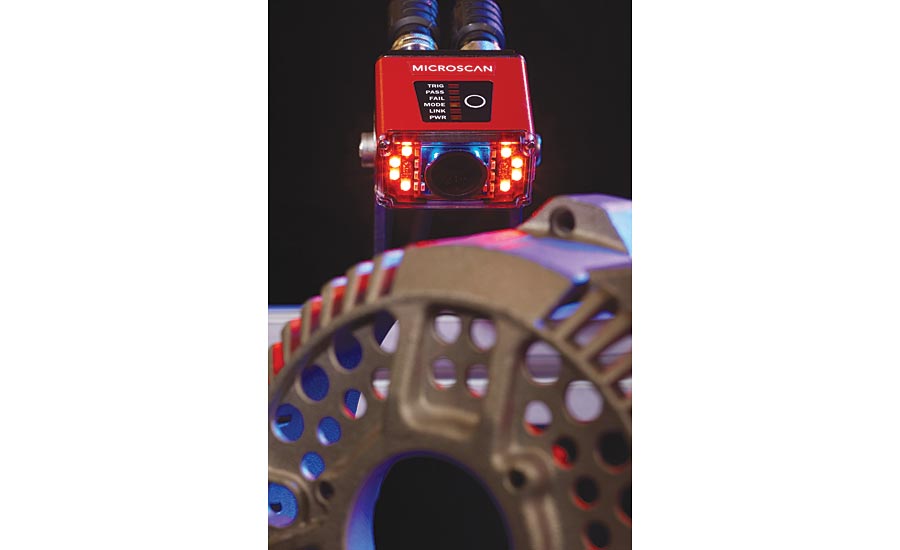
Even the smallest of smart cameras can perform advanced quality inspections while tracking automotive parts.
Smart cameras are getting faster
Today’s smart camera technology is making significant advancements, and smart cameras are a better choice than PC-based vision systems in many applications. Microprocessors, digital signal processing and field-programmable gate arrays (FPGAs) are all getting faster. These new developments are chipping away at the historical advantage of PC-based systems for a number of applications.
In particular, the improvements in FPGAs makes it possible to control the input, sensor and output with a single, reconfigurable integrated circuit and enable extremely time-sensitive operations to be performed in mere microseconds. High-resolution global shutter camera technology has continued to advance. This means that top-of-the-line smart cameras can achieve a real-time response to triggers and keep pace with the fastest-moving production lines.
Summary
Smart cameras constitute a self-contained and often ruggedized solution for quality inspections, barcode reading and more tasks that are essential to a robust, real-time traceability system. Capable of a wide variety of tasks, including OCR, color verification and advanced defect detection, they make it possible to handle nearly all track, trace and control requirements using a single piece of hardware. What’s more, they’re getting more advanced all the time, so the set of tasks they can complete will continue to grow in size. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





