Defining the Future of ERP in a Quality-Driven World
Manufacturers require ERP systems that can “learn” what excellent quality looks like.
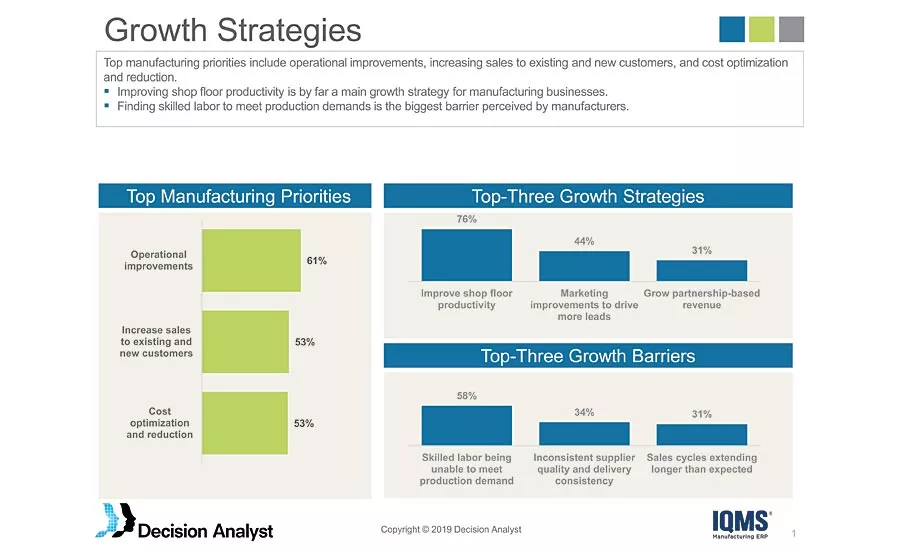
Figure 1: Manufacturers are prioritizing spending that improves shop floor productivity, including finding new ways to excel at product quality. Source: Decision Analyst & IQMS Survey
The cornerstone of every manufacturer’s success is the ability to shift gears from one product generation and business model to the next while finding new ways to excel at quality. Enterprise resource planning (ERP) systems enable manufacturing firms to scale the production of identical or similar products quickly. Traditionally, these systems have been designed to enforce consistency at the product level. However, ERP systems are struggling to keep pace with today’s era of mass customization and the growing customer demand for products that deliver experiences via embedded intelligence, Internet of Things (IoT) sensors, and contextual artificial intelligence (AI).
Often product quality challenges are the first symptoms of an ERP system not scaling to support current and future generations. When product quality and the audits tracking production start to show degradations in yield rates, a good place to look for causes is in a legacy or homegrown ERP system. Too often, these solutions cause more quality problems than they solve because years of software customization have resulted in an inflexibility to change. Moreover, many older ERP systems were designed for production consistency at the expense of meeting the higher quality standards that more complex, configurable, build-to-order products require.
The future of ERP will depend on the ability to bridge the gap between earlier manufacturing requirements and current product demands in an increasingly quality-driven world. Central to this evolution will be the integration of AI, advanced analytics, and machine learning into ERP platforms.
Closing the Quality Gap with Knowledge
Manufacturers need to be able to flex and scale their production operations quickly in response to the dilemmas they face meeting production forecasts and quality levels. That means having exceptional insights and knowledge into what quality strategies are working and which aren’t. These insights need to go beyond transaction-based analytics to showing how production decisions are making a positive or negative contribution to quality levels.
As a result, manufacturers require ERP systems that can “learn” what excellent quality looks like over time for every new product. The ERP system also has to have the ability to aggregate, analyze and extrapolate data to see how production, supply chain, sourcing, and manufacturing decisions impact quality.
Decision Analyst recently completed a survey with IQMS (now DELMIAWORKS, a Dassault Systèmes brand) that asked manufacturers about their growth strategy for 2019. A majority of respondents named three priorities: ensuring quality, enabling short-notice production runs, and upselling to existing customers. The survey also found that manufacturers growing at least 10% per year are highly efficient at integrating dissimilar technologies together to improve product quality, shop floor control and gain greater supply chain track and trace visibility.
The Decision Analyst survey has implications for the demands that modern ERP systems need to address. It is no longer enough to apply brute-force quality strategies and seek to optimize on a single metric. Instead the ERP system of the future needs to learn from trends in exceptionally good or bad quality production runs. Moreover, the latest generation of ERP systems and the platforms on which they are built have to provide greater integration options, more flexibility to customize applications, and entirely new applications to improve product quality. Finally, the future of ERP in a quality-driven world is predicated on end-to-end visibility across every stage of sourcing, manufacturing, fulfillment and service.
How ERP Needs to Evolve for a More Quality-Driven World
Customers’ preferences are changing faster than many legacy ERP systems can keep up with. There’s more pressure on manufacturers to meet or beat time-to-market demands, price competition, and quality levels than ever before. It’s now common to see design-to-manufacturing workflows that include failure mode and effects analysis (FMEA), so every new product is completely tested using a digital twin to assure the highest product quality possible.
ERP platforms are foundational to the future of quality by enabling design-to-manufacturing workflows that learn over time. However, they need to change in four key areas in order to effectively fulfill this role.
1. Improve the predictive accuracy of product quality.
Thousands of manufacturers still operate today using nothing but scrap rate to measure product quality. However, improving predictive accuracy depends on the ability to go beyond scrap rates and return material authorizations (RMAs) to find true causal factors of production variation. As plastics manufacturers are already finding, this means taking into account machinery settings, work instruction clarity, the match of machinery assignments with technicians, technician skill levels, supplier quality levels, supplier on-time delivery performance and yield rates by component lots. The next step in enabling manufacturers to gain greater insights into why product quality varies so much will come when ERP systems can apply AI and machine learning to “learn” over time.
2. Apply a systematic approach to track-and-trace.
Improving supplier quality requires a more systematic approach to track-and-trace that can catch anomalies in components and materials before they reach the shop floor. Manufacturers whose product development and manufacturing processes rely on metallurgy are already doing this today through the use of spectrometers and simulated FMEA, all done in software.
Suppliers providing replacement components and parts to aerospace manufacturers are a case in point. Their approaches to using advanced analytics, AI, and machine learning to find anomalies in materials is the future of advanced manufacturing. ERP systems need to move beyond basic track-and-trace support and delve deeper into the quality of materials being used by suppliers, especially in highly regulated industries, such as aerospace and defense, medical device manufacturing, and pharmaceuticals manufacturing.
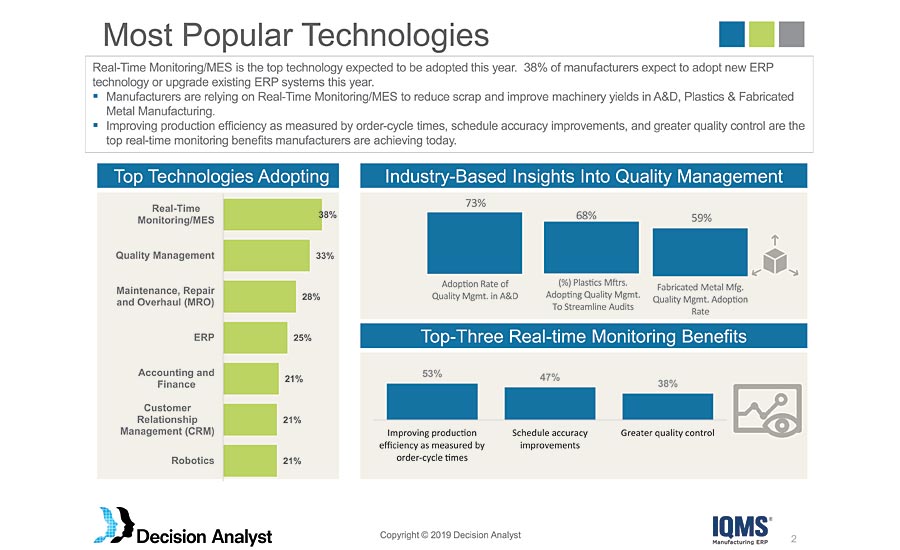
Figure 2: Real-time monitoring is the onramp manufacturers are relying on to define their own future ERP roadmaps in a quality-driven world. Source: Decision Analyst & IQMS Survey
3. Use pattern detection to find anomalies.
Machine-learning algorithms excel at finding anomalies through pattern detection. This makes them ideal for automating the visual and electronic inspection of products and containers during production—processes that many semiconductor manufacturers rely on today.
An ERP system designed to support both visual inspection techniques and automated electronic testing of products could save thousands of hours a year. And integrating machine learning into an ERP platform would make it possible to automate visual inspections. When combined with electronic inspection of data, it’s then possible to create a closed loop system that captures all aspects of product quality per product and container. There are manufacturers doing this today, and for ERP systems to enable a more quality-driven world, this needs to be more pervasively adopted across the most compliance-driven industries.
4. Design ERP data structures for greater flexibility.
The proliferation of Industrial Internet of Things (IIoT) endpoints have the potential to revolutionize product and process quality. Integrated end-to-end supply chain planning and connectivity for IIoT projects are the two areas where IoT leaders have the greatest competitive leads today according to the PriceWaterhouseCoopers (PwC) Internet of Things keynote given September 2018. The PwC presentation illustrates how IIoT will revolutionize new product design and the production processes used to produce and service them.
The challenge will be making the most use of IIoT data from a quality management and compliance standpoint. ERP systems’ data structures need to be improved to support quality-based data originating from a broader base of IIoT sensors across supply chains, on production floors, and in the field as products are being used.
Conclusion
Defining the future of ERP systems in a quality-driven world begins by taking on the challenge of enabling greater contextual intelligence across supply chains, production floors, and service locations. ERP systems need to move beyond a transaction-centric mindset and embrace a broader, more intelligent role to become learning systems that capture, capitalize and act on data that shows potential anomalies in quality regardless of where the potential problem originates. Using ERP system that capitalize on the rapid gains in AI and machine learning, manufacturers can literally define what excellent product quality looks like and use automated systems to achieve it. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






