Taking a Data-Driven Approach to Commercial Automotive Quality
This approach gives manufacturers the data and insights to maximize their quality and efficiency.

Somaschini North America has fifteen robots deployed across nine automated cells at its South Bend, IN, facility.
The heavy trucking industry is defined by the many industry and regulatory standards it relies on to ensure safety, quality and reliability. Among the most notable is International Standards Organization (ISO) Technical Standard 16949 for quality management, which as adopted by the International Automotive Task Force (IATF) is known as IATF 16949.
At the same time, manufacturers in the commercial trucking sector face competitive requirements to bring vehicles to market faster, cost effectively. Balancing these objectives requires tier-one suppliers to respond to regular requests for audits by the major commercial automotive corporations they serve, as well as maintain insight into the availability and quality of components and raw materials from their suppliers. Central to maintaining that balance are two factors: data and communications.
Somaschini North America LLC understands the challenges firsthand as a manufacturer of high-precision, high-volume steel timing gears for some of the world’s leading commercial automotive brands, including Detroit Diesel and Daimler Germany. Based in South Bend, IN, its North American plant is capable of producing up to 800,000 gears annually, taking advantage of robotic machinery to deliver high quality gears that meet original equipment manufacturing (OEM) customers’ exact specifications.
The data-driven company complements its use of robotics and other smart, connected machines by leveraging statistical process control (SPC) data across several of its processes along with electronic data interchange (EDI) communications. Together, these enable Somaschini to confirm and comply with its customers’ requirements, maintain quality and compliance, and manage its suppliers and production capacity to ensure that every order is delivered on time.
This article examines best practices that Somaschini has developed for employing SPC and EDI to meet commercial automotive customers’ demands for quality; timely, accurate communications; and on-time delivery.
Extending EDI Beyond Basic Communications
Within the commercial automotive industry, it is a standard requirement for suppliers to receive OEMs’ production schedules via EDI. For suppliers that work with multiple manufacturers, an EDI value-added network (VAN) can serve as a cost-effective approach, since it serves as an intermediary for handing off information between these different parties. Importantly, by integrating EDI information into an enterprise resource planning (ERP) system, suppliers can not only eliminate manual processes but also add strategic value to customers.
One example is incorporating production schedules imported via EDI into the materials requirement planning (MRP) and finite scheduling components of the ERP system in order to create a schedule of what part numbers are needed, the quantity required, and when the production run needs to be completed to deliver the products on time. At a company like Somaschini, where gears are produced from raw materials, the time from receiving the order to being ready to ship can be two and a half to three weeks, so getting an early start with the EDI data is critical.
Once components have been manufactured, using an ERP system can automate the process of delivering an advance shipping notice over EDI, as well as producing the shipping labels and documentation—turning a manual process that could take 30 to 45 minutes into a five-minute automated one.
Notably, tracking customers’ EDI delivery of production schedules in the ERP system can help a supplier to troubleshoot EDI issues a customer may not even know it has. For example, at Somaschini, it became apparent one month that an OEM customer had not yet placed an order via EDI. That triggered a call to the customer to see if the OEM needed gears that month. The OEM appreciated the outreach, which raised awareness about an error in EDI ordering that, if left unknown, could have resulted in a shortage of inventory.
SPC for Quality Management and Compliance
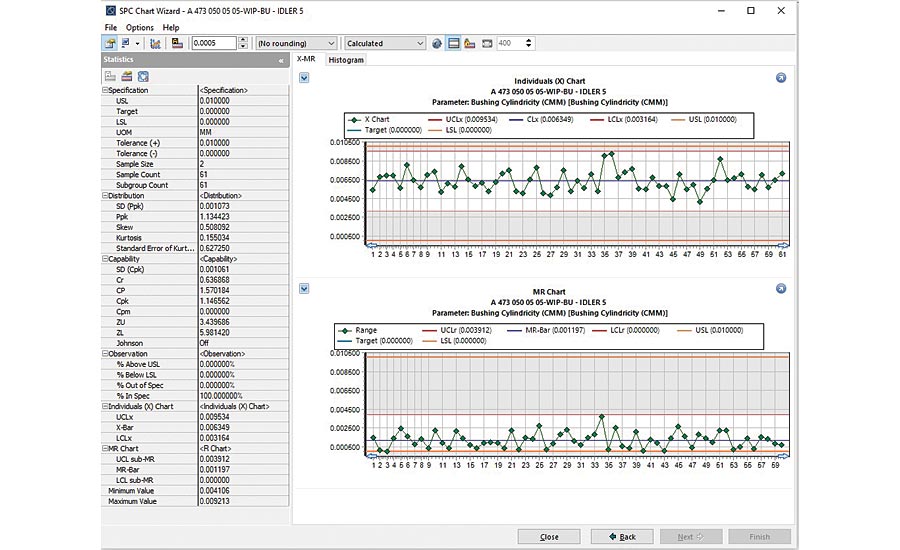
To become IATF-certified, automotive manufacturers and suppliers need to demonstrate that they are using SPC tools. Relying on SPC software that is integrated with ERP, manufacturing resource planning (MRP), and manufacturing executions system (MES) software provides the ability to import data from a coordinate measuring machine (CMM) and any number of gages for real-time monitoring in order to effectively manage quality and demonstrate compliance. In particular, a CMM import tool eliminates much of the manual work previously required to collect and record this data, thereby opening the doors to more extensive use of SPC analysis for improving both customer and supplier relations.
Providing the auditor from an automotive OEM with the reporting required can be a Herculean task without automation. A production run may take three to five days to manufacture 10,000 to 12,000 pieces, providing multiple data points from the CMM and gages tracking production, which then have to be entered into a spreadsheet to complete the SPC reporting. As a result, a supplier may know that its machines are running at a very high level because it has very low scrap and low reject rates with customers, but the data isn’t readily available for an auditor.
By contrast, when data from the CMM and gages is imported into an ERP system with SPC functionality, it’s possible to produce an SPC chart with a given lot and part number for an auditor in a few minutes. In this way, a supplier can check every part and prove with SPC data that production is running within tolerance and within line gaging, metrics that are important for demonstrating quality to customers.
At the same time, the automation enabled by SPC tooling integrated into an ERP system makes it easier to manage supplier performance down to the product attribute level. For example, Somaschini records all incoming inspections into the quality module of its ERP system and then runs an SPC chart to evaluate the supplier in terms of both their process performance index (PPK) and process capability index (CPK). As a result, the company has a higher-level awareness in terms of how each supplier is performing—individually and in comparison to others.
Somaschini’s use of SPC reporting gives the company insights into the lead times for production materials, when prerequisite production tasks are scheduled, and supplier quality levels.
Internal Process Improvement Using SPC Data
In addition to supporting customer reporting and supplier management, importing CMM and gage data into SPC reporting and analytics enables manufacturers to uncover new insights into how their own machinery scheduling, inventory management, and workflows can be improved.
On a day-to-day basis, combining SPC data and line gaging offers a 360-degree view of every order being completed on the shop floor, facilitating the ability to meet quality goals and make continuous improvements to repeatability and reproducibility (R&R). Additionally, an annual review of R&R assists in gaining a broader picture of the company’s performance and opportunities for further optimization.
For instance, Somaschini’s use of SPC reporting gives the company insights into the lead times for steel and related production materials, when prerequisite production tasks are scheduled, and both supplier quality levels. With this knowledge, Somaschini can allocate enough time per order to ensure the highest quality gear is produced on time and maintain its inventory turns at an optimal rate.
ISO 14001 Environmental Compliance
While compliance with IATF 16949 for quality assurance is a top priority for manufacturing firms in the commercial automotive market, more OEMs are also requiring their suppliers to have environmental certifications. Typically, this is ISO 14001, the international standard that specifies requirements for an effective environmental management system.
The drivers behind environmental certification are two-fold. First, governments want to understand whether, in the event of a fire or similar situation, there are materials in vehicles that could affect the health of people or the environment. Second, consumers and communities are applying more cultural pressure for manufacturers to demonstrate that they are environmentally responsible.
Achieving certification for sustainable environmental practices requires a multi-faceted initiative that is often best implemented by contracting with an environmental consultant. A case in point is Somaschini, which has been certified as a zero discharge facility. Complying with ISO 14001 means that all recyclable materials, including the steel and aluminum turning waste from the machining process, go to a recycling facility, and everything from trash to batteries and lightbulbs are captured and hauled offsite by an environmental company. Additionally, the company ensures that no waste water beyond normal sink and toilet sewage goes into the city’s water supply. Because the requirements are stringent, Somaschini relies on an environmental consultant to come in every six months to audit the facility based on all applicable local, state and government laws.
Conclusion
Taking a data-driven approach gives commercial automotive manufacturers the data and insights to maximize their quality and efficiency; ensure compliance with standards, such as IATF 16949 ISO 14001; and build customer loyalty and trust. By integrating SPC analysis with real-time CMM and gage data and software for ERP, MES and ERP, companies can put the systems in place internally to gain the insights that drive critical functions, such as production management, supplier performance, quality management, and client reporting. Meanwhile, processes outside a manufacturer’s core competency may best be handled by third-party resources, such as a VAN for EDI communications and an expert consultant for environmental compliance. By focusing resources in this way, manufacturers will be well positioned to compete in the commercial automotive market.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






