Better Processing Power Makes Fast and Precise Color Vision a Reality
As manufacturers today face increasingly stringent quality requirements, new and improved color vision technology provides a welcome solution.

The FH Series vision system features the MDMC Light that flexibly alters its illumination pattern to ensure the highest level of precision.
In the past, the amount of processing power necessary to perform color-based machine vision applications was often an insurmountable hurdle. Even when manufacturers did offer color vision, they would typically convert images to grayscale prior to analysis—a strategy that significantly reduces precision and fails to detect edges defined by similar colors.
Thanks to today’s much-improved processing power and advanced algorithms that speed up color processing, the number of possible colors rises to an astonishing 16.77 million (256 tones for each of RGB). Known as real color sensing, this powerful algorithmic technique makes machine vision capable of matching the sensitivity of human vision with a high level of speed and consistency. Combined with advanced lighting technology, it can dramatically improve quality and flexibility in manufacturing.
When is color vision necessary?
In applications such as barcode reading, optical character recognition (OCR), gaging and whenever the areas of interest have high contrast, using monochrome can provide better resolution and higher speed. Nonetheless, color is an important material property that can provide crucial information about a product’s status, such as in analyzing the composition of frozen pizzas or in determining whether a piece of fruit is ripe.
Additionally, many products use color as the primary distinguishing factor. With color processing getting faster thanks to advances in technologies like CMOS sensors, manufacturers are more frequently embracing the idea of having color vision as a ready option for their applications. Machine vision can provide quick and consistent color sensing on repetitive tasks without any need for downtime, making it a valuable addition to a variety
of production lines.
As manufacturers today face increasingly stringent quality requirements stipulating that zero scratches or defects—no matter how tiny—should make it past inspection, the new and improved color vision technology provides a welcome solution. With the power to match and even exceed the sensitivity of human vision, automated color vision helps manufacturers overcome a wide variety of inspection-related challenges and stay competitive in today’s market.

Equipped with a multi-color light and an autofocus lens, Omron’s FHV7 smart camera responds flexibly to changes in inspection requirements.
The challenges of color vision
In applications where color vision provides a clear benefit, the main challenges lie in delivering consistent analysis throughout operation—including when separate systems are performing the same task—and identifying edges that have extremely subtle color differences. Color machine vision sometimes encounters problems when trying to distinguish between similar hues, but intelligent processing methods can overcome this challenge. A stable inspection environment is crucial for achieving the necessary consistency across multiple inspection lines.
In particular, difficulties arise when a particular processing method involves converting a color image to grayscale first. There are several different methods for this conversion, and they have varying degrees of precision. When a color inspection task involves locating edges between very similar colors, such as a dark blue and a dark purple, it’s important to take advantage of techniques that offer maximum precision.
How does imaging technology specify color?
There are many ways in which colors can be expressed digitally, but one of the most appropriate methods for machine vision purposes is to use hue, saturation and brightness values. This is sometimes also referred to as hue, saturation and lightness (HSL). Hue consists of the combination of a color’s numerical red, green and blue (RGB) values with a range of 0 to 255. Here are a few examples of common colors specified numerically:
- Red becomes 255.0.0
- Green becomes 0.255.0
- Blue becomes 0.0.255
- Yellow (Red + Green) becomes 255.255.0
In order to completely represent a color, brightness and saturation must also be considered. Brightness is a parameter representing the relative white value (corresponding to 100% brightness) or black value (corresponding to 0% brightness) that is added to the hue. When added to the basic red, it can turn the tone into varying shades of dark or light red. Saturation represents the relative gray value of the color and will cause a color to appear gray when increased to 100%.
Getting the most value with Real Color Sensing
Some manufacturers of machine vision solutions only process the hue and brightness values with their technology, usually because the way in which their algorithms are coded causes this process to be computationally heavy on the system. However, when algorithms are optimized to efficiently process the full color value, manufacturers can benefit from a dramatic increase in flexibility when performing vision inspections in challenging environments.
The benefits of real color sensing are particularly apparent when a white light is combined with a color camera. Using a white light makes it possible to get a more accurate representation of an object’s color values and detect edges between colors that would otherwise be too challenging to separate. With over 16.77 million detectable colors, it is possible to accurately capture the tiniest variations between similar colors as edges.
Boosting flexibility with intelligent lighting
When it’s possible to process the full spectrum of colors, advanced lighting options can help manufacturers home in on even the subtlest of defects on works-in-progress. Using technology that automatically changes illumination angles and colors in response to the specific characteristics of the inspected object, a vision system can scout out tiny abnormalities and even locate multiple defects with different characteristics simultaneously.
These lighting solutions use advanced algorithms to build flexibility into their illumination pattern, making it possible for manufacturers to add or modify inspection requirements without needing to replace the lighting. Combined with either white light or multi-color lighting, color vision sensors can adjust to changes on the production line— such as product changeovers—and without the need to swap out any inspection hardware.
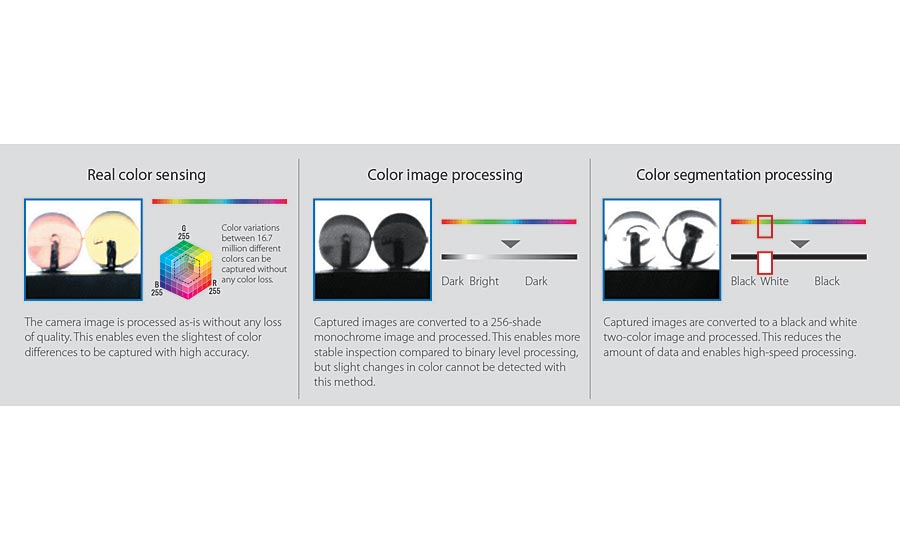
The real color sensing method ensures that any color variations over a range of 16.7 million colors can be accurately captured.
Maximizing performance with powerful control solutions
To get the most benefit from a machine vision system that uses real color sensing, it’s also advantageous to use advanced control technology that can quantitatively detect and measure minute variances while managing the inspection results. With a controller that provides fast processing speeds, manufacturers can ensure that the data processing required to locate a variety of subtle defects doesn’t slow down the production line.
To help with regulatory compliance in pharmaceutical, automotive and other industries, advanced vision systems can store all inspection results without hampering productivity thanks to extraordinarily fast processing speeds and a high degree of synchronization with other automation systems via a communications network. Inspection results can be stored directly to a database using a machine automation controller over a fieldbus network (like EtherNet/IP or EtherCAT) and can be output in combination with inspection image data and key inspection information.
Summary
While conventional vision systems have typically been unable to match the capability of the human eye for certain defect detection tasks, these new technologies have surpassed this performance threshold, ensuring a consistently high level of inspection quality and thoroughness. The many millions of colors that make up human vision are now readily accessible to automated solutions, complete with the speed and ease of use necessary for widespread adoption.
Real color sensing can help manufacturers effectively deal with the quality requirements of today’s market and keep even the tiniest scratches from slipping by unnoticed. Combined with a flexible lighting system and the latest control technology, this can meet the inspection needs of any industry, even in the most challenging environments. V&S
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




