NDT of Medical Devices
NDT methods play a critical role in the quality assurance of medical devices.

Source: The Modal Shop
Medical devices, both the actual equipment and patient hardware, are some of the most regulated items in all of industry. Medical manufacturers are held to the highest of standards and these typically equal, and can even exceed, the aerospace and nuclear sectors. As each of us are potential users and customers for these types of devices, we should all be very grateful that detailed oversight and care is given to this industry.
The equipment can be items as small as needles and as critical as ventilators. Patient hardware ranges from knee and hip replacement parts to complex implants with electrical components that provide people with the ability to survive. These devices are some of the most important items to be inspected in any industry.
To ensure that these manufacturers are always in compliance with regulations and that they are producing quality components the industry uses a large combination of inspection and nondestructive testing (NDT) methods. These methods are selected based on the specific needs of the product and a variety of NDT may be across the entire range of items to be tested. All the methods have their own strengths and weaknesses and selecting the correct combination of inspections is critical.

Source: Pinnacle Industrial X-Ray Laboratory, Inc. (PiXL)
Not every method can be discussed in this article, because specific applications are used sparingly and only in certain circumstances. However, an overview of the commonly used methods and the points in the processes where they are used can be the focus here. The NDT methods to be discussed are electromagnetic, ultrasonic, resonance ultrasound spectroscopy, visual, and radiography.
Electromagnetic testing or eddy current testing (ET) uses the principle of electromagnetic induction to detect discontinuities in conductive materials. An excitation coil is placed in contact with a material or component to be inspected. The coil generates a changing magnetic field using an alternating current, which interacts with the component and generates eddy currents. Changes in the current responses are monitored and interpreted. ET plays a key role in many of the upfront raw material inspections for both medical equipment and hardware. Material consistency, purity, and quality can all be verified using this method and many manufacturers have incorporated this inspection into their inspection process flows. Some of the key areas where ET is used consistently in medical applications is with stainless steel and titanium materials that will become hardware, critical medical grade tubing used for things like syringes, and nitinol wire used for heart stents. ET testing is an effective method to ensure external and internal quality of materials and components.
Source: Pinnacle Industrial X-Ray Laboratory, Inc. (PiXL)
Ultrasonic testing (UT) uses high frequency ultrasonic energy to detect inconsistencies and flaws in materials. The energy is introduced with a transducer which converts an electrical pulse into a sound wave. That sound wave then propagates through the material under test. When there is an interruption in the wave path, a portion of the energy is reflected back to the transducer from the flaw or some other boundary interface. The wave received back to the transducer is then converted back to an electrical signal which is displayed on a screen for interpretation and evaluation. UT is used in many medical raw material, equipment, and hardware inspections. It is a very accurate NDT method when the area of inspection is accessible. Accessibility is the main key to determining if UT is a method of choice for any component. When accessibility is good, UT is used extensively in medical applications for raw material inspections of round, flat, and other shaped stock materials prior to machining. The method is also used for testing final equipment and hardware pieces for the detection of internal and surface anomalies.
Resonance ultrasound spectroscopy (RUS) uses a part’s own natural frequencies to detect metallurgical issues as well as typical discontinuities. A material’s natural frequency spectrum are captured by using an impulse excitation. The material reacts to the excitation at its natural frequencies and this frequency data are captured using a high-quality microphone. The frequency spectrum of a part under test is then evaluated against the frequency spectrum of a reference set of acceptable parts or to a predicted spectrum provided from a 3D model. Materials and components that are like the reference will be determined acceptable while ones that are not similar will be determined unacceptable. The spectrum differences that fall outside the criteria will be the indicator of a structural difference for the part under test (e.g., defects in parts/or material properties associated with the mass, stiffness, and damping). RUS is used as an NDT inspection for both raw material stock and finished equipment and hardware components for medical devices.
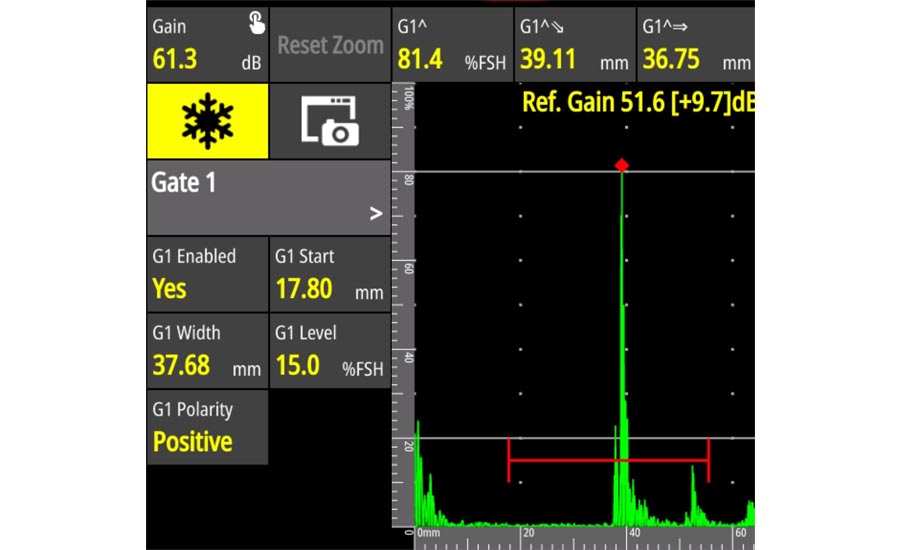
Source: Paul Holloway, P.Eng, UT Level 3 Holloway NDT & Engineering Inc.
Visual testing (VT) with or without optical aids is the process of using visual observation of the surface of a test object to evaluate the presence of surface discontinuities. VT inspection can be performed using either unaided or aided line-of sight direct viewing or using aided indirect viewing in conjunction with optical instruments like borescopes and computer-assisted viewing systems. Many of these systems can also be automated and operate in high volume manufacturing. This is the most used NDT method and nearly every part produced is inspected visually in some manner and in multiple stages.
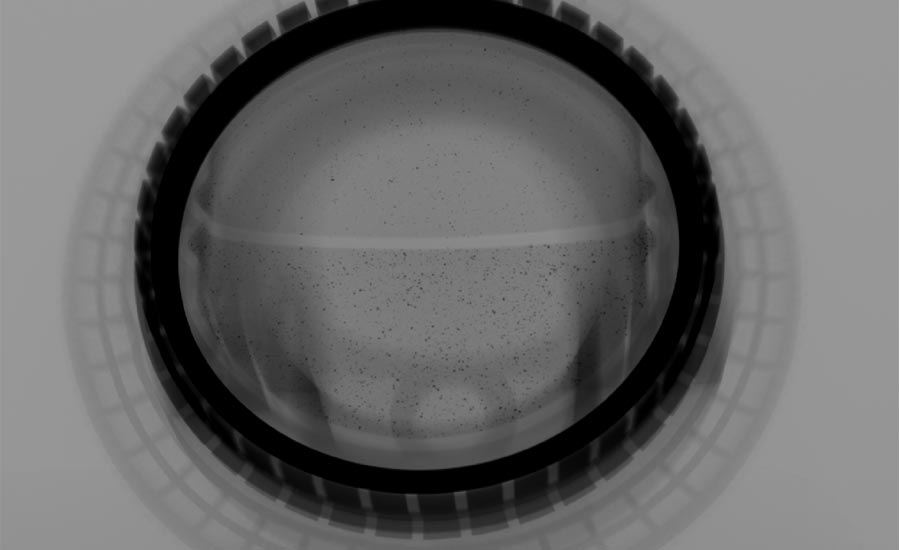
Radiographic testing (RT) is a diverse method with several different types of applications. For medical devices, the two main ways RT is applied are digital radiography and computed tomography. Both can use gamma rays or X-rays to capture images of the internal structure of an object. In the conventional application, a beam of X-rays is produced by an isotope or a generator and is focused on the object. Dependent on the density and structural composition of the product, a certain amount of the X-rays is absorbed by the object. The X-rays are then captured on a digital detector and where there is no object, the detector will show no image, but where the X-rays have passed through the object, an image will appear. Thicker areas absorb more X-rays and thinner areas allow more rays to pass through. This is what gives the ability to see contrast differences on a radiograph.
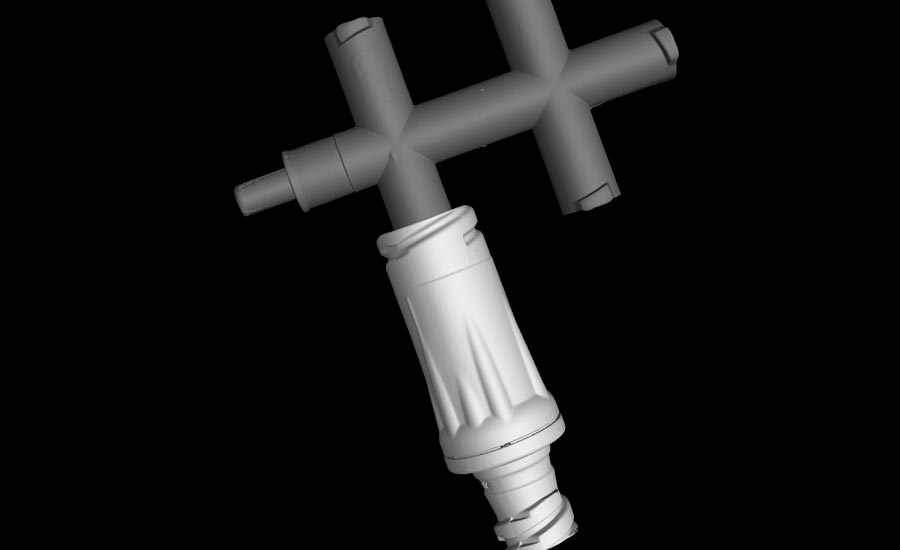
Computed tomography (CT) is the other X-ray technique used heavily in this industry. The X-rays interact with the parts under tests in the same way as the convention method, but with CT the parts are rotated while the X-rays are active. CT produces a file that is a three-dimensional internal and external representation of the scanned object. RT and CT are used extensively in manufacturing of medical devices and they are used on both raw materials and finished devices.

Source: Pinnacle Industrial X-Ray Laboratory, Inc. (PiXL)
All these NDT methods play a critical role in the quality assurance of medical devices and they make sure that equipment and hardware are functional and defect free. The medical industry is critical to us all and at some point, we will each need some type of device to help us with a medical situation. These are devices that will help the nurses and doctors in determining our heath, can provide people a means to walk again, and even be the difference between life and death. It should be a comfort to us all to know that these inspections are required and performed.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





 machine.")
