Vision & Sensors | Cameras
The Changing Face of Smart Cameras in Machine Vision
Beyond the growth in applications brought about by improvements in CMOS sensor technology, another significant trend is the increase in applications that extend beyond the visible spectrum.
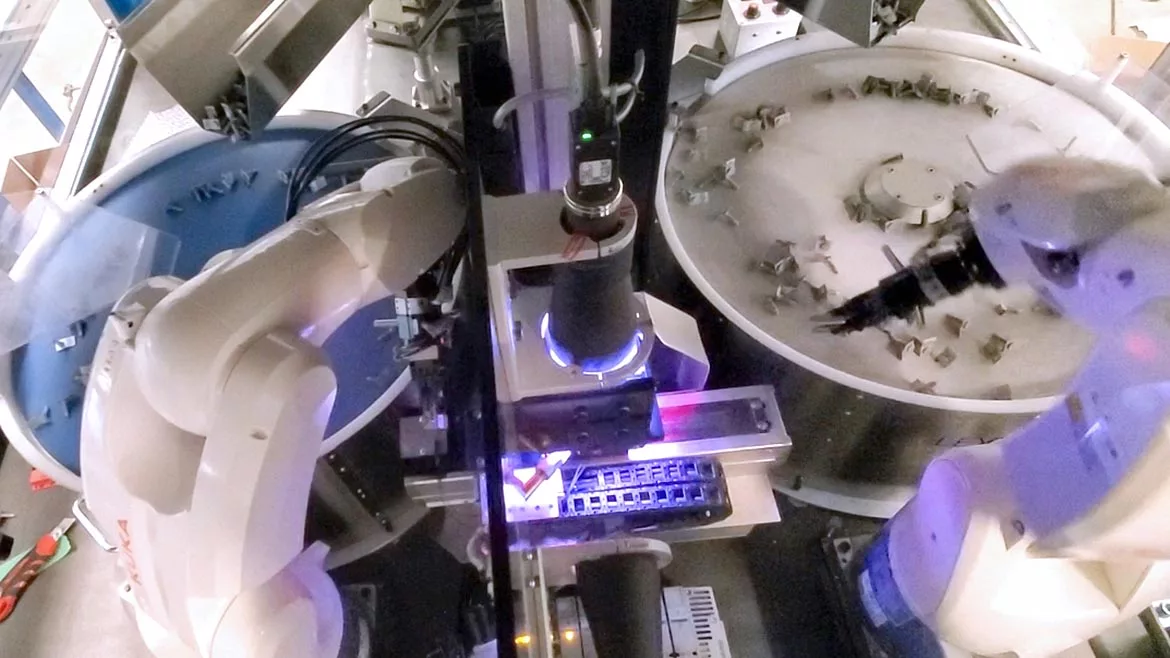
In this automated inspection system, industrial cameras, robots, flexible part feeders, machine vision software, and a powerful industrial PC combine to inspect 15 different automotive part types. Source: Skye Automation Inc.
A smart camera in the machine vision market is defined by its system architecture, experts say.
Specifically, a smart camera packages an imaging sensor, sensor interface, computer, and I/O interface into a single package.
The biggest change in camera technology has been the significant improvements in complementary metal oxide semiconductor (CMOS) image sensors, both in terms of image quality and pixel size, says Rich Dickerson, manager, marketing communications, JAI Inc.
"The latest sensors are able to fit nearly 25 million pixels into an area less than 15 square millimeters, while offering lower noise and higher dynamic range than previous generations of much larger sensors," he says. This has enabled cameras to shrink in size while simultaneously increasing the level of details they can "see," opening the door to more applications, especially in robotics, autonomous vehicles, and life sciences, in addition to more traditional industrial uses, he adds.
Smart camera technology has been in continual advancement for decades now, says John DeWaal, president, CoastIPC.
For example: Smart cameras now offer higher resolution sensors (some offer 32 megapixels or more); they continue to provide more processing power in smaller packages; integrated illumination has become standard as an option; and smart cameras that support deep learning are now common. Additionally, smart camera architecture has expanded beyond grayscale/area imaging, and systems now are available that incorporate color, linescan, and even 3D imaging, he says.
"Smart cameras are a mainstream component in machine vision technologies," DeWaal says. "One market trend has been the advancement of these components for specific markets, notably in recent years logistics and warehousing."
At the high level, cameras are getting faster, backend memory is growing, transfer protocols are becoming faster and more compact, backend hardware is becoming more plug-and-play, and machine vision control software options are now capable of controlling GenIcam compliant cameras, says Kyle D. Gilroy, applications development manager, Vision Research - Phantom Cameras.
Beyond the growth in applications brought about by improvements in CMOS sensor technology, another significant trend is the increase in applications that extend beyond the visible spectrum, Dickerson says.
"Thanks to the availability of new UV-sensitive cameras, as well as multispectral cameras spanning visible, near infrared (NIR), and short-wave infrared (SWIR) wavebands, vision system designers have been able to create systems that utilize previously hidden information to improve the detection of defects, or to sort materials (such as plastics recycling) that were difficult or impossible to sort using only visual information," Dickerson explains. Additionally, the machine vision industry is seeing a significant trend towards the use of machine learning vs. rule-based approaches for certain types of applications.
"This is enabling vision systems to achieve high success rates on some applications where traditional rules-based algorithms were failing," Dickerson says. "But generating and deploying effective sets of training images for these deep learning systems remains a big challenge and is something that will no doubt get a lot of focus over the next few years."
How smart cameras/vision sensors impact quality and safety
The impact of cameras on quality comes mainly from catching more defects in a consistent, repeatable manner, says Dickerson.
"Quality teams typically know what issues they want to avoid," he says. "But demands for increased throughput or greater product complexity can make it difficult to catch defects using human inspectors alone."
Machine vision systems, however, can handle repetitive tasks quickly, without boredom or fatigue, and can even see things that humans can’t using non-visible imaging, such as NIR or SWIR. They can flag borderline issues for human review and can free up human resources to focus on more strategic issues like developing corrective actions for frequent issues.
"For machine vision systems to do this starts with high quality images that can be efficiently analyzed by computer algorithms," he explains. "The combination of cameras, lenses and lighting become the key factors in making this possible."
For decades, automated imaging has improved processes, boosted efficiency, and lowered costs in manufacturing, DeWaal says. The ways the technology is applied are diverse — ranging from enabling "robots that see" for a variety of tasks to direct defect or assembly inspection as an in-line validation of a production process, he says.
"The impact of smart cameras on quality in a manufacturing environment is not unique to this component but is just part of the diverse value proposition for imaging overall in industrial automation," DeWaal adds.
Machine vision cameras often play a role in product quality, especially in applications where high-speed vision is a requisite for troubleshooting, Gilroy says. "Ultimately, cameras are deployed to optimize or enable a given process," he adds. "Investment in an imaging system, built to deliver live data in slow motion, results in a significant drop in machine downtime as less discovery time is required through troubleshooting and attempting to recreate a fatal error."
The pandemic’s impact
As with many industries, the pandemic has had a major impact on camera manufacturers and other machine vision vendors’ supply chains.
"Initially, the shutdown of various semiconductor foundries caused a shortage of some key parts and this in turn caused some component manufacturers to accelerate their discontinuation plans for other key parts," Dickerson says. "The result was that many camera companies were forced to delay the manufacturing of some camera models and redesign others – causing even greater delays."
Demand for cameras has remained remarkably steady throughout the pandemic and companies have worked diligently to keep projects moving, Dickerson adds. While some effects of this disruption are still lingering, the situation is much better today than it was a year or two ago, he says. "And at JAI, the increased focus on supply chain issues over the past three years has resulted in a number of improvements that have made our manufacturing processes even better than they were before," he adds.
Ongoing worker shortages —not caused by but exacerbated by COVID-19 — are driving global demand for automation in general, DeWaal says.
"The deficit of labor in manufacturing has been documented as rising significantly for the past decade, with no observable end in sight," DeWaal explains. "The trending great resignation, with workers changing jobs or even taking themselves out of the workforce, also contributes to the problem."
This further drives the need for automation, which DeWaal says is "at a peak" and won’t recede soon.
"Robotics and machine vision, including smart cameras, are technologies that can fill this need," he adds. "The result is continued predicted growth for these technologies."
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







