Measurement
Efficient production: How to measure shafts automatically with advanced measuring systems
Highest measuring accuracy in roughness measurement
Measuring station setup for camshafts. Image Source: HOMMEL ETAMIC
The efficient production of shafts requires precise quality control. Automated roughness measurement technology, which is tailored to the application requirements, quality standards, quantities, and cycle times, monitors the high-quality product output of these workpieces with maximum cost-effectiveness. The decisive challenge here lies in identifying the ideal measurement technology for the surface quality of the respective shafts. The criteria of the measuring task in particular determine the optimal metrological solution.
This is why roughness measurement technologies are constantly being developed to support the market, particularly in the trend towards automation. From a high degree of automation to fully autonomous measurement – new products in the market aim to enable advanced performance and to future-proof manufacturing companies. For example, some new systems already measure in accordance with the ISO 21920 series of standards. This measurement can optionally be ensured by DAkkS-calibrated roughness standards, whose calibration accuracy is now up to four times higher than before. Within the German Calibration Service (DKD), it is considered to be the highest in the world.
The revised product portfolio of roughness and contour measurement systems includes mobile measuring units as well as standard measuring stations in the compact, performance and high-end classes. The different classes cover individual automated measuring solutions for roughness and contour measurement of large workpieces. The detailed improvements here include, for example, higher positioning speeds of the axes of and new roughness probes, with higher measuring ranges and resolutions. New touch probes come with an improved resolution of up to 0.3 nanometers and a larger measuring range of up to 48 millimeters. In this way, contour features such as radii, angles, and distances as well as roughness parameters can be efficiently evaluated with a single measurement eliminating the need for multiple profile recordings.
Shaft measurement: What degree of automation is suitable for your workpiece?
In order to identify the right solution for a measuring task, it is essential to look at the details of the future application of the workpiece. The answer to the question of which degree of automation is recommended for specific measuring tasks is based on various criteria. In principle, an automated measuring solution can be considered for any form of series production. The size of the random sample – up to one hundred percent inspection – also depends on the function of the workpiece. For example, a one hundred percent check can be useful for tight tolerances, or a safety-relevant application of the workpiece. Even if it is a particularly demanding or expensive component or the heart of the subsequent application, one hundred percent documented quality control is recommended. In principle, the more critical the conditions of the application and the tighter the specified tolerances, the larger the measured sample should be. The recommended degree of automation ultimately depends on the complexity of the measurement task. Three criteria are used for an initial assessment: How high is the number of parts produced? How large is the sample to be measured in relation to the cycle time? And: How many measuring positions are required? The more complex the measuring task, the higher the degree of automation should be utilized. On the one hand, this is due to the desired efficiency: the automated positioning of the workpieces means that the entire measuring process is significantly faster than the manual one. On the other hand, automation eliminates operator errors in the interests of quality assurance.
Series size: Standardized measuring station or customer-specific system?
The choice between a standardized measuring station and a customer-specific solution for roughness and contour measurement depends primarily on the series size of the component to be measured. Universal roughness and contour measuring devices in the compact class are available in various configurations. They are suitable for random quality checks and other everyday measuring tasks in the measuring room, or in a production environment. The standardized measuring stations in the performance class are also equipped with a motorized column and can be fitted with additional axes for positioning the workpieces. In the high-end class, the measuring systems can additionally be equipped with two probe adapters and measure faster and more precisely than the other product classes. In general, measuring stations are available in roughness, contour, or roughness and contour configurations and can be automated to various degrees.
As soon as the shaft exceeds the size of a classic stationary measuring system, a customized solution is necessary to ensure efficient roughness measurement. The same applies if the weight of the shaft is too high for a standard measuring station. In addition, a customized solution is always developed according to customer requirements as soon as the customer requests it, or the measuring task presents specific challenges. The increase in efficiency with a customized system pays off in proportion to the series size of the shaft production.
Application: How do automated roughness and contour measurement systems for shafts work?
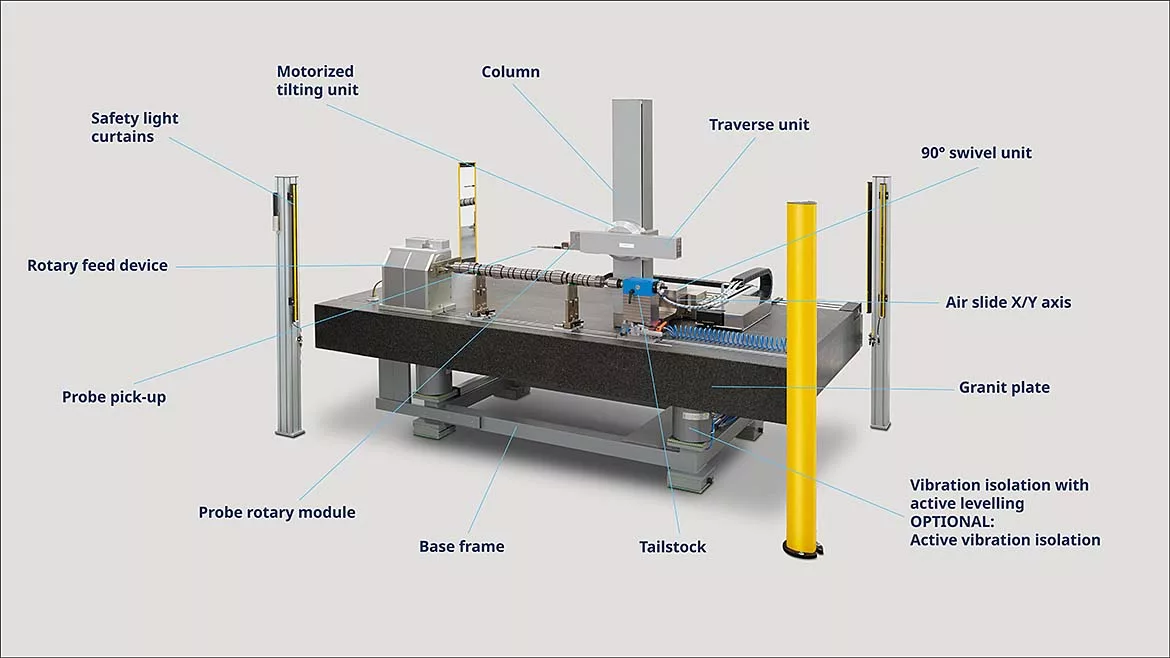
Automated measuring solutions for roughness, contour and twist usually pick up the shaft horizontally. After inserting the shaft, which is placed on a pair of prisms or clamped between two tips, and, if available, reading in the DMC code, a software starts the fully automatic measuring process. From then on, the measuring systems independently move to each measuring point, records each profile, and then evaluates it. The shaft can be rotated radially 360 degrees. The X and Y linear axes allow the measuring column to be moved freely on a granite plate. An automatic tilting unit swivels the feed up to plus or minus 45 degrees. A motorized turning unit can also turn the column by 90 degrees. An automized probe rotary module allows the probe – mounted on the front of the feed unit – to rotate up to 360 degrees. This allows roughness measuring areas to be approached automatically at all positions. The determined measurement features are called up on the screen and can be printed out. Features outside the tolerance are identified as “NOK.”
Roughness and contour measuring stations can be equipped with active level control and integrated vibration damping, which compensates for normal building vibrations. If this is not sufficient, individual vibration damping can be integrated into the measuring stations. However, this step should be preceded by a vibration analysis at the installation site.
Shafts in series: Which typical markets do roughness measurement systems serve?
In terms of efficiency, automated roughness measurement technology is particularly worthwhile in the automotive industry, as large quantities are generally produced. Here, classic shafts for combustion engines such as crankshafts, camshafts, and gear shafts are measured on standard measuring stations, or on individual customized systems. For electric drives, typical applications include transmission shafts and rotor shafts. However, automated quality control is also worthwhile in the aerospace sector as the shafts to be measured are safety-relevant, large, and correspondingly costly to produce. Other industries also benefit from individual automated shaft measurement due to their component sizes. A large number of small shafts, on the other hand, can be measured efficiently on standard measuring stations with automated axes, such as in the field of medical technology.
Maximum measuring accuracy: How do innovative software solutions work?
Innovative software solutions ensure the highest possible degree of efficiency in measurement technology. Measurement and evaluation software offers standardized user interfaces for roughness and contour measurement, clearly understandable operating logic and extensive assistance functions for the design of individual measurement applications. The range of application ranges from the simple measurement of a single feature to fully automated measurement applications in an Industry 4.0 environment.
New, safe, user-friendly, and intuitive software requires less training. Frequently used operating and display functions are controlled centrally from one screen. In addition, the system can configure itself automatically when a probe arm or probe system is changed. Updated software solutions significantly reduce overall operator influence and manage an extensive library of individual CNC functions. The software has extensive statistics tools, interactive analysis, and evaluation functions as well as central management of all inspection features.
The CNC functionality ensures an optimized measuring process. Automated measurement and evaluation sequences can be programmed quickly and easily at the click of a mouse and are displayed in a graphical workflow. Additional options can even control complex measuring sequences holistically with axis control, electronic workpiece identification and automatic data export. New software solutions offer a free design of inspection plans, as well as view and print protocols for the documentation of the assured quality of shaft production, managing templates and archives protocols electronically.
New solutions of roughness measurement and its evaluation can consider all common parameters in accordance with ISO 21920, ISO 4287 and other ISO and national standards. All globally standardized surface parameters for primary, roughness and waviness profiles can be stored in the application. Some software solutions can also be expanded to include function-oriented parameters. Wizards for the quick selection of roughness parameters and the definition of measurement conditions ensure reliable processes and the simple implementation of complex measurement tasks. Interactive profile analysis functions facilitate the evaluation of surface parameters.
Automated calibrations for contour measurement are characterized by a guided calibration process with history recording. Automatic calibration takes place in CNC mode and the calibration equipment is managed via software.
Future developments: What will the roughness measurement technology of the future look like?
The highest possible degree of automation of the roughness measurement technology results in fully autonomous measurement systems. With the new metrology solutions, some measurements are already carried out autonomously. In a final integrative step, robots can be used to both install the workpieces into the measuring station, as well as automatically change the measuring probe arms between individual measurements. The robot arms are controlled directly via the software solutions and guarantee the most efficient form of roughness and contour measurement currently available on the market.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





