Quality Measurement: CMMs Create Flexible Feedback

The use of coordinate measuring machines (CMMs) in traditional quality control rooms, isolated from the production floor, often proves unsuitable for effective and timely feedback on the manufacturing process.
The time required to collect parts from the line, take them to the quality control room, thermally stabilize them and run the inspection cycle generally is longer than the manufacturing cycle itself. As a result, the process may produce a large number of non-conforming parts before corrections can be made.
The use of a flexible measuring system such as a CMM on the shop floor allows dimensional inspection strategies to evolve from the traditional "adjust by failure" method to the more effective "mastered adjust" approach. This approach focuses on the real-time monitoring of process drifts to prevent the production of defective parts and provide essential information to optimize the process.
For more than 25 years, CMMs have complemented traditional dedicated gages or have replaced them. The coordinate measuring operation can be performed quickly when compared with surface plate techniques or fixed gages, meaning that measurement results can be used to cost-effectively refine manufacturing process applications and analyze process trends.
To effectively meet the application requirements of dimensional control on the shop floor, CMMs must contain the following:
• High inspection throughput.
• High level of accuracy to ensure compliance of manufactured parts to design tolerances.
• Ease of use for operators without specific metrology knowledge.
• Ease of load and unload operations and, when needed, integration with the manufacturing flow via hardware and software.
• Capability to generate measuring programs off-line without interrupting the normal CMM operation.
• Suitable machine protection from the environment and operator protection for personal safety.

Handling environmental effects
CMMs, like any other measuring system, are sensitive to environmental factors such as temperature, humidity, suspended dust and oil, and vibrations. For this reason, shop-hardened measuring machines are designed with features that make them more resistant to the environmental influences on shop floor operations. Finding the measuring system that is most suitable for an application requires knowledge of how shop-floor conditions affect measurement performance. Ambient temperature and temperature gradients are the most critical factors affecting CMM performance on the shop floor.
International standards consider the dimensions of physical bodies to be correct at a reference temperature of 68 F, or 20 C. Temperature conditions in a typical manufacturing environment vary widely and are subject to temporal and spatial temperature gradients. Despite continuing efforts by manufacturers to reduce temperature peaks and valleys on the shop floor, it is unreasonable to assume that real temperature stability can be achieved in these environments. Heat switching on and off, seasonal temperature variations, overheating caused by machine tools or glass doors exposed to the sun, and air flow caused by opening doors and gates create temperature gradients that influence measurement results. It is not uncommon to find shop environments with average temperatures varying between 64 F, or 18 C, and 95 F, or 35C, and gradients of 50 F, or 10 C, during a 24-hour period.

Effects of temperature
Virtually all materials used in the construction of CMMs expand as temperature increases. Materials with high thermal conductivity such as aluminum quickly adjust their temperature to that of the environment. They are sensitive to temperature gradients but quickly reach a temperature balance. Materials with low thermal conductivity such as granite and steel react more slowly to temperature variations. They are less sensitive to rapid temperature gradients but they remain in a state of temperature-dimensional transition for a longer period of time.
In each case, achieving correct measurement results when gradients are present requires compensation techniques to bring the results back to reference conditions. The reliability of inspection results also depends on the influence of temperature on the parts to be measured.
Average ambient temperature generally differs from the reference temperature of 20 C. Under conditions of temperature stability, it is possible to predict CMM behavior and compensate for it. Most CMMs are designed to ensure that their components can expand linearly; that is, without induced constraints. These dimensional variations can be calculated and compensated for using linear compensation methods that automatically bring all measurements back to the 20 C reference temperature.
The speed of temperature variations, called temporal gradients, and the stratifications of temperature in the air, or spatial gradients, create an uneven distribution of temperature in the CMM and create distortions in the CMM geometry that are more difficult to compensate. CMMs are constructed from different materials and the thermal characteristics of each play a role in this phenomenon.
To assess and compare CMM performance correctly, performance specifications such as ISO requirements require that manufacturers always state the temperature conditions, including seasonal and daily variations, and temporal and spatial gradients in which machine accuracy is guaranteed. When choosing a CMM for the shop floor, manufacturers need to consider not only the temperature range but the maximum allowed hourly and daily ranges.
Materials and structures
Over the years, CMM manufacturers have developed two distinct schools of thought in CMM design based on the choice of CMM construction materials and related compensation methods. As a result, shop-hardened measuring machines made with low thermal conductivity materials and CMMs made with high thermal conductivity materials are available for shop floor use. The former are more stable in the short term and have slow transients in the mid-to-long term; the latter have rapid transients, allowing them to quickly reach temperature balance.
The more rigid the structure of the CMM, the less it will distort because of temperature gradients, and the better it will perform in shop-floor conditions. For example, a triangular section of the cross carriage of the CMM allows it to achieve a better rigidity/mass ratio with respect to a rectangular section. With air bearings at equal distance, the center of gravity is lower in the triangular section, making the machine more rigid and stable.
Whatever the compensation system, it is not possible to obtain the same level of accuracy and reliability on the shop floor as it is in a controlled environment. Deviations up to ±10% often are present between measured expansions and those calculated by the temperature expansion coefficients stated in reference books.

Structural temperature compensation
Linear compensation techniques only partially compensate the temperature effects of a shop-floor environment on the measuring machine. For this reason, some manufacturers use advanced systems that compensate for errors generated by distortions of the machine structure caused by temperature gradients.
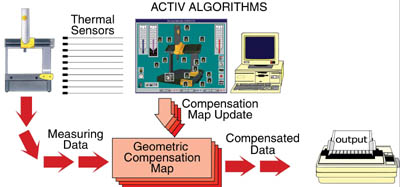
ACTIV (Adaptive Compensation of Temperature Induced Variations) technology is based on design and construction material choices for the CMM, as well as on the values taken by temperature probes placed in the critical points of the machine structure. Advanced algorithms determine structural expansion and distortion values to correct in real time the measurement data taken on the part.
For this compensation system to be effective, the CMM must have high dimensional stability. CMMs using ACTIV technology are constructed with highly thermal conductive, homogeneous materials, allowing them to quickly reach temperature balance and minimize distortions. With this solution, the measuring machine and the parts generally are at the same temperature, including the ambient temperature during the measuring operation.
Data taken on a moving-bridge CMM confirm that the ACTIV technology effectively reduces measuring uncertainty when large temperature variations are present.
The blue curve shows typical behavior of temperatures in a non-temperature-controlled environment during summer. The red curve shows the effects the environmental temperature variations have on the measuring uncertainty of a linearly compensated CMM. The green curve shows the residual measurement error detected by a CMM to which the ACTIV temperature compensation method has been applied, reducing the effects of temperature on the performance of the CMM.

Controlled environments
In some cases, CMMs are installed in ventilated or air-
conditioned cells that minimize the effects of temperature and thermal gradients and maintain a constant humidity level. Cells and environmentally controlled rooms also protect the machine from airborne dust and lubricants. Although all delicate CMM components, in particular the transducer and the drive system, are protected in shop-floor configurations, cells represent an effective solution in particularly dirty environments. Cells generally accommodate the measuring machine only. Environmentally controlled rooms accommodate the operator's workstation in addition to the measuring machine. Sometimes they are sized to accommodate a "soak" area for the quantity of parts to be measured.
Ventilated cells bring the machine structure to the temperature of the outer environment with slower thermal gradients, preventing build-up of temperature stratifications in the machine structure. Temperature effects are minimized but not eliminated. As a consequence, to prevent an uncontrolled degradation of the measuring machine's performance, compensation systems also are used on the CMM.
Air-conditioned cells maintain the CMM at an ideal, constant operating temperature. However, the inspection cycle is performed at a different temperature than the part to be measured. The part generally is at ambient temperature.
Some CMM structures are air-conditioned inside, although currently this solution rarely is used. The entire machine is maintained at a constant ideal temperature, minimizing, if not completely eliminating, the temperature influences of the environment.
In most cases, parts to be measured are instead at ambient temperature and it is therefore necessary to bring the measurement data to the reference conditions with compensation techniques. Q
Anna Maria Izzi is a product manager at DEA (Torino, Italy), a Hexagon Metrology company. She can be reached at [email protected] or + 39 011 4025380.
sidebar: TECH tIPS
• CMMs are sensitive to environmental factors such as temperature, humidity, suspended dust and oil, and vibrations.
• Ambient temperature and temperature gradients are the most critical factors affecting CMM performance on the shop floor.
• Virtually all materials used in the construction of CMMs expand as temperature increases.
• To assess and compare CMM performance correctly, performance specifications require that manufacturers always state the temperature conditions.
• The more rigid the structure of the CMM, the less it will distort because of temperature gradients and the better it will perform in shop-floor conditions.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


