QUALITY MEASUREMENT: A Map to Better Surface and Form Measurement
Technology leads ultimately to better products.
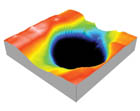
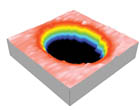
Washout around an oil hole in a crankshaft is seen easily on this cylindrical map.
What does a contract manufacturer do with 700,000 complex fuel-injector components when it discovers that a small fraction of the machined, heat-treated and precision-lapped parts are too soft? Annealing them and then repeating the heat-
treating and lapping operations seemed to be the most logical course of action to Camcraft Inc. (Hanover Park, IL), a manufacturer of engineered, precision-machined components for the hydraulic and automotive industries.
Repeating these operations, however, introduced a new wrinkle into an otherwise stable process. A small percentage of the pieces would distort during the extra heat-treatment and violate a 0.003-millimeter flatness specification. These defective pieces would have to be found and scrapped. So the problem became how does one check 700,000 parts quickly for the correct flatness over an area about the size of a quarter?
The two coordinate measuring machines in the quality-control laboratory simply were not up to the task. "The only other way to measure this was to use a digital indicator," notes Deiter Happel, quality engineer. "That's okay for checking one or two parts, but not for large quantities." The inspectors needed a tool that is accurate but has a quick cycle time.
For this reason, Camcraft became one of many companies taking advantage of the latest surface-mapping technology as a way of dealing with more stringent form and surface specifications in ever-shorter lead times. This technology exploits the power of today's computers and data-collection hardware to create detailed maps of a part's topography quickly. Because inspectors view a map of the surface, rather than interpreting an average value or linear trace on a graph, inspection is more intuitive. Inspectors see the data in context, so deviations from nominal can be recognized immediately as a trough, pit or ridge running across the surface.

The mapping technology that Camcraft pursued was laser interferometry. "These systems seemed to be the way to go because they take between 5 and 10 seconds to check a part," says Happel. The optical machine that he and the inspectors use now-a Tropel FlatMaster surface analyzer from Corning Tropel Corp. (Fairport, NY)-takes 234,000 datum points. It collects and assembles them into a topographic map of the surface in 6 or 7 seconds. And it does so with 5-nanometer resolution and 50-nanometer accuracy.
Camcraft's inspectors can check the flatness of roughly 2,500 pieces per shift, not only because the optical scanning technique is fast but also because the machine is easy to use. Because the laser shoots its beam from below through a prism, the workholding device is simple. The inspector puts the part over the prism by setting it on wires stretched across an aluminum frame.
The machine displays 2-D and 3-D maps at magnifications between 2,700 and 8,700 times. So the operators can look at the parts in any orientation and, on the 3-D maps, see high and low spots in relation to each other. "Seeing all of the peaks and valleys is like looking at a moonscape," says Happel. "The 3-D map gives you a lot more information, in the way people are used to seeing things."
Management says that it is reaping many returns from its investment in the FlatMaster. The first returns occurred when the quality engineers found that only 3 to 4% of the suspect fuel-injector components were unsalvageable. Moreover, the machine expands the range for work that they company can perform. "Now that we have the technology, we will invite more work requiring very precise flatness," says Happel. One example is the development work already underway for a diesel fuel-
injection component that requires 0.002-millimeter flatness.
Another is the research that the company has been conducting with one of its customers that needs a set of seals that have various features. "They are experimenting with different materials for rotary seals: carbide, graphite, alumina and a couple of exotic polymers," reports Happel. "We're working with the company to help it to develop its process, giving them feedback on what's good and bad, what materials work and don't." Flatness measurements will be a crucial part of the feedback in this continuing project.
Mapping Cylinders with Styli
A technology that often gets lost in the notoriety of optical measurement devices is the conventional surface-measurement instrument that uses a stylus. Manufacturers of this kind of instrument also have invested in mapping technology, expanding it beyond the mapping of flat and spherical surfaces. "The technology that we developed combines the measurement of form with the measurement of surface texture," says Dr. Mike Mills, Taylor Hobson Ltd. (Leicester, England). The result is a technique that he calls 3-D cylindrical mapping.
The development is significant because it solves two problems in measuring form and surface texture. First is that the measurements have been separate from each other. This separation is artificial. "Form and surface texture on components are inseparable," explains Mills. "The function of the component depends on both being correct and both working together as engineered and manufactured."
The second problem has emerged only recently from the growing desire among manufacturers to eliminate variation from their processes. "Tolerances of form have gotten so tight that surface texture deviations can greatly influence form," says Mills. "So if we measure form and it is out of specification, it is difficult to know what is wrong in the manufacturing process. Is it surface texture or form?"
This latter problem of tighter form tolerances has prompted manufacturers of these instruments to improve the performance of their products, specifically in the straightness of the measured data, the accuracy of positioning and the density of the data collected. "Roundness-checking instruments have begun to approximate the accuracies of surface-checking devices," says Mills. "With the mechanical platforms developed and proven, it is a much smaller challenge to create software and gage heads to finish the job."
The continual growth in the speed of PCs and the capacity of data-storage devices has played an important part too. "The collection and processing of hundreds of thousands of datum points in three axes was simply beyond the scope of PCs as recently as five or six years ago," notes Mills.
These technical developments allowed the engineering staff at Taylor Hobson to tackle the problems associated with "shaft lead" or "twist" effects. "In simple terms, this is the screw-thread effect on turned and ground shafts that causes bearings and seals to move back and forth on the shaft as it rotates, leading to premature failure and leakage," explains Mills. Just about all manufacturers of shafts and seals must deal with this problem. In the past, they usually checked the "lead" by hanging a weighted string over the shaft and monitoring its movement as the shaft rotated.
The engineers began solving the problem by developing a new type of Talyrond roundness platform capable of collecting a series of surface-finish measurements at set angular increments. Instead of specifying the ball-tipped contact typical for roundness measurement, they designed a 5-micrometer diamond-tipped stylus for making the traces, which software would combine into a 3-D map of the cylindrical surface. To ensure that the instrument made the traces with the necessary accuracy, they designed it to control the rotating spindle within 0.025 degree and to maintain a 0.25-micrometer point spacing between the collected data.
The final step in solving the problem was to develop software, called Twist Analysis, which would provide a better assessment of the shaft's twist, or lead, than conventional methods could. The software relies on a new method for quantifying the lay on a ground shaft. This 3-D technique begins by generating a map of the surface from successive axial measurements taken by the instrument. Special filtering and Fourier techniques then analyze the data and calculate important parameters, such as wavelength, depth and angle of the lay.
Washout around an oil hole in a crankshaft is seen easily on this cylindrical map.
Calculating the lay accurately is important in seals and other applications because it is the characteristic most likely to give rise to leakage or premature failure. Mills notes that accurate lay measurements useful in any industry that uses rotating shafts: automotive, domestic appliances-such as washing machines-and food processing.
Cylindrical mapping has other applications too. After machining, for example, it can detect and quantify burrs, pits and other defects for troubleshooting problems. It also can help engine manufacturers and oil-additive producers with their running-in and wear studies by calculating the erosion of material based on the surface area and volume of holes and wear scars. So these maps can lead users beyond better surface and form measurements to the ultimate goal of better products. Q
Tech Tips
-Laser interferometry, one of the latest surface-mapping technologies, exploits the power of today's computers and data-collection hardware to create detailed maps of a part's topography quickly.
-Because inspectors view a map of the surface, rather than interpreting an average value or linear trace on a graph, inspection with laser interferometry is intuitive.
-Three-dimensional cylindrical mapping combines the measurement of form with the measurement of surface texture.
For more information on the companies mentioned in this article, visit their Web sites:
Camcraft Inc., www.camcraft.com
Corning Tropel, www.tropel.com
Taylor Hobson, www.taylor-hobson.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



