Quality Management: The Three Rs of Business

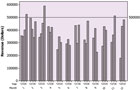
Year-to-year
monthly revenue chart tracked against a mean monthly goal of
$500,000.
This bar chart, which indicates generated monthly revenue from one business function that had a mean monthly goal of $500,000, is insufficient. Reporting individual up-and-down historical movement does not provide insights into what might be expected in the future for a process. Source: Smarter Solutions
This bar chart, which indicates generated monthly revenue from one business function that had a mean monthly goal of $500,000, is insufficient. Reporting individual up-and-down historical movement does not provide insights into what might be expected in the future for a process. Source: Smarter Solutions
These are difficult times for organizational leaders at all levels. There are demands of the supply chain, board members, investors, regulators and employees-often with conflicting priorities. The expectation of quarterly improvements must be balanced by the necessity to meet long-term needs. Foreign competition and domestic labor costs erode margins. An innovation by a competitor can create havoc. Unimagined varieties of unforeseen events often divert managers from their true role and put them in firefighting mode.
The complexity of business is growing exponentially, creating still more challenges. At no time has management seemed less in control-vulnerable to manipulation, unaware of the improper and even illegal movement of resources from one entity to another, employee avoidance of responsibility, the blame game and, most damaging, the use of metrics to hide productivity shortfalls rather than monitor them.

Individuals
Chart of Monthly Revenue by Stage
Generated revenue: 30,000-foot-level format where stage 1 is before a process improvement change and stage 2 is after the change. Source: Smarter Solutions
Generated revenue: 30,000-foot-level format where stage 1 is before a process improvement change and stage 2 is after the change. Source: Smarter Solutions
Many senior executives admit there are significant gaps between what they should know about operations and what they actually know. They cannot determine for certain whether there are inherent flaws in critical operational processes. Asked to describe the progress their business is making, many provide goals, but not a roadmap for getting there. The real need is a continuous picture that describes key outputs over time, along with selected metrics on significant improvement opportunities.
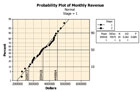
Probability
Plot of Monthly Revenue
Stage 1: Predictable process with approximate mean/median revenue of $359,000 and 80% frequency of occurrence of $269,000 to $450,000. Source: Smarter Solutions
Stage 1: Predictable process with approximate mean/median revenue of $359,000 and 80% frequency of occurrence of $269,000 to $450,000. Source: Smarter Solutions
Integrated Enterprise Excellence
Management needs a measurement and improvement system that makes the orchestration of day-to-day activities possible so there is true business-needs alignment-a system that not only monitors operations, but also provides the entire workforce with information that can be used up and down the line to make sure everyone’s performance supports corporate strategies. For any business to succeed, it must follow the three R’s of business: everyone doing the right things and doing them right at the right time. The ultimate goal continues to be maximum, measurable, predictable and sustainable bottom line results for the entire enterprise. Emergence of the process called integrated enterprise excellence (IEE) makes all of this possible.IEE is the result of 25 years of work in the development of a base set of statistical and nonstatistical tools and their integration with each other. Keith Moe, retired group vice president of 3M’s electro and communications markets group division, considers IEE the most complete and effective operational management system available. He defines it as a process that allows management to accurately predict financial results, meet growth goals, maximize cash flow, force innovation, develop responsive supply chain dynamics, meet customer needs, improve employee performance-and avoid surprises.
IEE is a system of selected checks and balances that stays in place regardless of management continuity, changes in competitive conditions or the economic climate. As such, the methodology takes Lean Six Sigma and traditional scorecards to a new level. It does not simply identify the flaws in an operational process-it determines whether the process itself is flawed. It does not replicate projects-it designs and replicates systems. It replaces firefighting with fire prevention.
It prevents initiation of projects that may be counterproductive. Being a foolproof system, it combats efforts to use metrics in fraudulent ways. The methodology provides a power-enhancing performance measurement scorecard that serves as an enterprise-wide route to continually increase corporate profitability.
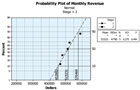
Probability
Plot of Monthly Revenue
Stage 2: Predictable process with approximate mean/median revenue of $515,000 and 80% frequency of occurrence of $454,000 to $576,000. Source: Smarter Solutions
Stage 2: Predictable process with approximate mean/median revenue of $515,000 and 80% frequency of occurrence of $454,000 to $576,000. Source: Smarter Solutions
Examine Goals
The process begins by examining the enterprise’s overall goals. To accomplish any goal, management must first create or modify a strategic plan to improve business areas that will have the most impact on achieving that goal.Guided by the plan, the most significant improvement projects will be pulled for creation, in contrast with traditional Six Sigma deployments that push projects for completion regardless of whether they are important to the organization’s overall goals and the bottom line.
IEE stands in stark contrast with the commonly used business strategy called management by results. Devotees of this strategy often disregard development of processes that will provide desired results. Instead, driven by the need to produce the results, managers can easily become blind to customer concerns, neglect long-term planning, engage in counterproductive behaviors and redefine what success looks like.
The IEE methodology is fully consistent with the principles of Dr. W. Edwards Deming and uses at the enterprise level the familiar DMAIC system. The key to understanding IEE is recognizing its inherent characteristics. They include:
- Using relevant metrics. Everyone has heard the bromide that if a process is to be considered meaningful it must be measured. Regrettably, this has led to a blind passion for metrics. As a result, managers are confronted with a metrics blitz. What is truly important is lost in a sea of numbers. In contrast with conventional wisdom, only what is meaningful should be measured.
With IEE, measurements are taken at two levels and are not bounded by calendar quarters or years. The two groups of measurements:
- 30,000-foot-level metrics that measure operational components throughout the enterprise. These include asset management, people development, factory productivity such as percent yield and run time, supply chain dynamics, salesperson productivity, safety, new products in production, and suppliers in terms of cost, quality and service.
- Satellite-level metrics which measure factors that affect overall corporate financials. Included are return on invested capital, earnings before interest depreciation and amortization, operating income and net profit margin.
- Understanding processes. IEE tracks inputs and outputs over time to examine the performance of a system. Key inputs to processes (KPIV or Xs) can take the form of inherent process inputs such as raw material, controlled variables such as process temperature and uncontrolled noise variables such as raw material lots. The important outputs, KPOV or Y, can include profits, a part’s dimension, viscosity, wait time in a call center or customer satisfaction.
Consider the examples in the Inputs and Outputs chart. These Ys are at various levels within an organization’s overall system of doing business. One should note that inputs to one process could be the output from another.
IEE creates a cascading measurement system that aligns metrics to the overall needs of the organization. Tracking these measurements over time can then lead to creating IEE projects, which addresses common cause variability improvement needs for process output. Through this pragmatic approach, where no games can be played with the numbers, organizations have a systematic way to improve both customer satisfaction and the bottom line.
- Understanding nonconformance. Nonconformance can be traced to two different types of variability. One is special cause excessive process shifts or glitches, such as downtime because of an unusually large snowstorm or hiring someone who made more mistakes than other new hires. The other is common cause responses that are not consistently satisfactory, such as predictable response variability that is deficient because of usual raw-material lot-to-lot variation or differences between people or machines.
In many organizations, special and common cause issues are treated similarly-and incorrectly. Operations staffs go into a firefighting mode whenever a product or service is not meeting specifications or requirements. Quite often the blame game develops into active play and the problem is resolved temporarily with band-aid changes or disciplinary action.
Successful organizations distinguish between the two types of problem sources. Typically, they find the vast majority of nonconformance situations require modification of the system itself. Dr. Deming estimated that 94% of problems are because of common cause variability and only 6% because of special cause variation. Successful executives analyze the system up and down the line to identify and eliminate or at least lessen the frequency of common cause nonconformance.

Another Approach
Consider how organizational behavior would change if a predicted defective rate could be reported. Or, when no specifications are available, a predicted median with 80% frequency of occurrence rate could be reported.Obviously, these predictive estimates are made with the assumption that nothing new occurs in the process, either positively or negatively. When predicted metrics are not satisfactory, something differently needs to be done to the underlying process. Within this pull system for project creation, one would then follow the project execution roadmap for timely resolution. In this new culture one would focus on identifying and improving or controlling the Xs that impact the Ys; for example, where Y is a function of X or Y=f(x).
After this type of chart is reported, management would be asking different questions, such as what could be done to expedite and better resource the project’s completion, if appropriate.
Let’s look at where an organization monitored the frequency of safety memos. Consider that a safety memo was written indicating the number of accidents involving injuries during July was 16, up from 14 the year before. A memo declares the increase unacceptable and requires all employees to watch a 30-minute safety video by the end of the next month.
At an average wage rate of $10 per hour, a company payroll of 1,500 employees just affected the August bottom line by $7,500 plus wasted time getting to and from conference rooms. This does not consider time spent issuing memos reminding people to attend and reviewing attendance rosters looking for no-shows.
Of course, safety and productivity are essential. The key is perhaps 94% of the output of a person or machine is a result of the system management put in place. If performance is poor, 94% of the time it is the system that must be modified for improvements to occur. Knowing the difference between special and common cause variation can affect how organizations react to data and the success achieved using the methods of a Six Sigma strategy.
For someone to reduce accident frequencies from common cause, an organization would need to look at its systems collectively over a long period to determine what should be done to processes that lead to safety problems. Reacting to an individual month that does not meet a criterion can be counter-productive and expensive.
One question that must be understood and repeated is whether any change in performance occurred because of common or special cause. The answer has a tremendous impact on the action managers and employees take in response to process and product information. Those actions also have a significant effect on worker motivation and self-esteem.
Common cause variability could be the root of a problem or it might not be relative to meeting customer needs at all. One does not know the results until collectively comparing the process relative to specification. This is much different from reacting to individual points that do not meet specification limits. In treating common cause collectively, focus has to be on what should be done to improve the overall process.
Special causes usually receive more attention because of high visibility, but more gains can actually be made by continually working on common cause situations.
Overall, IEE tightly interconnects all corporate and operational processes, creating a system where everyone throughout the organization is using the three Rs of business: doing the right things and doing them right at the right time.
Web Exclusive: For an overview of the tools considered the most useful to IEE, visit Quality Magazine online at www.qualitymag.com. Q
Forrest Breyfogle is the founder and CEO of Smarter Solutions Inc. (Austin, TX). For more information, call (512) 918-0280, e-mail [email protected] or visit www.smartersolutions.com.
Tech tips
- For any business to succeed it must follow the three Rs of business: everyone doing the right things and doing them right at the right time.
- Integrated Enterprise Excellence is a system of selected checks and balances that stays in place regardless of management continuity, changes in competitive conditions or the economic climate.
- It does not simply identify the flaws in an operational process-it determines whether the process itself is flawed. It does not replicate projects-it designs and replicates systems.
Web Exclusive: Using All The Tools
Though IEE’s overall scope and process goes well beyond Lean Six Sigma and traditional scorecards, it uses all of Lean’s tools to eliminate or streamline process steps that do not have value. Here is an overview of some of the tools:- One-Piece Flow: One-piece flow describes the sequence of product or of transactional activities through a process one unit at a time. In contrast, batch processing creates a large number of products or works on a large number of transactions at one time, sending them together as a group through each operational step.
- Poka-Yoke (Error Proofing): A poka-yoke is a mechanism that works with Jidoka to either prevent a mistake or make a mistake obvious at a glance. For example, with an operator who creates customized assemblies from small bins in front of him, one approach would be to give the operator a list of parts to assemble by taking them as needed from the bin.
- Visual Management can address both visual display and control. Visual displays present information, while visual control focuses on a need to act. Information needs address items such as schedules, standard work, quality and maintenance requirements. Visual control can address whether a production line is running according to plan or highlight problems.
- The 5S Method: Creation of standardized work is a primary reason for using the 5S method. It offers a basic housekeeping discipline for the shop floor and the office. It includes the following steps: Sort, Straighten, Shine, Standardize and Sustain.
- Value Stream Mapping: Value stream mapping, or material and information flow, should play a productive role in the entire Lean process since practitioners depict current and future conditions when they develop plans to install Lean systems. Infinite attention is given to establishing flow, eliminating waste and adding value.
- Kaizen: This is another pervasive tool, representing a focused methodology that uses teams for making improvements. If analysis indicates this is the best systematic approach for an improvement project, then a Kaizen event should be undertaken. A continuous improvement process that empowers people to use their creativity, Kaizen can be used to fix specific problems, workflow issues or a particular aspect of a business.
- Kanban: A system that creates product, which is then sold after it is produced is called a push system. If there is no mechanism to keep work in progress below some level that is consistent with product demand, production output can become excessive, which can lead to problems such as product storage.
- Demand Management: This tool works best when there is a uniform flow of products within the system. While a company’s policies should encourage stability, unfortunately that is not always the case. For example, a reward system for product sales might encourage a spike in manufacturing demands at the end of each month.
- Heijunka: This traditional Lean scheduling methodology for environments contains a repetitive mix of products or family of products. Heijunka is a Kanban card post-box system that is usually at the pacemaker process. A Heijunka box provides process level scheduling or pacing, schedule visibility and early problem highlighting.
- Continuous Flow and Cell Design: With U-shaped layouts, employees are cross-functionally trained and move with changing cell layouts. This means that one person can control the work in progress. Close proximity of workers also enhances communications, makes quick defective part detection possible, and allows workload adjustments to be made for volume changes.
- Changeover Reduction: Changeover time can have several components, such as internal when a machine is stopped and external which involves preparation. Other types of changeovers are manufacturing line changeover, maintenance operations, vehicle or aircraft loading and unloading, and office operations. The classic changeover is, of course, the grand prix pit stop. It’s important not only to reduce the mean changeover time, but also reduce its variability using a standardized process.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




