Brain Teasers: Leaky Valves

Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information, and (3) questions that various workers need answered for continual improvement. Recommended solutions follow in the next issue and on the Web at Quality Online (www.qualitymag.com).
Situation
As customer quality manager, Leslie receives complaints from customers on quality issues associated with components that her company supplies. One valve has never been a problem, but in the past month she has received complaints every day about leaks discovered when the customer tests the finished product that uses this valve. After reviewing quality records, Leslie learned that some test values for this valve were outside the specification limit of a maximum of 10-6. Typically only pass/fail results are recorded, but Leslie has asked for actual leak values to determine the root cause of the leaks in the customer’s products.Available Data
Working with the plant quality manager, Leslie set up a special data collection to obtain actual leak values on production valves. Two weeks of leak data are summarized in the table, “Valve Leak Values.”Questions
1. Do all of the leak values meet the specification?2. What is the process behavior for this valve?
3. What is the capability of the leak values for this valve?
4. If this process needs improvement, what is the initial focus for improvement?
Answers to October Brain Teaser
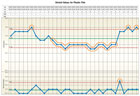
A critical characteristic of plastic stretch film is the amount of stretch in the film. Stretch has a direct impact on the appearance of printed designs when the film is applied to containers. Gunter, a process engineer, is assigned to evaluate the capability of the stretch characteristic of the film to share with the customer. Specifications for stretch are 0 to 3 millimeters.Q: Based on the data provided, what is the process behavior for stretch?
A: An analysis of the stretch values on an individuals and moving range chart shows that stretch is not predictable. There are points outside the limits and one long run. See the chart, “Stretch Values for Plastic Film.”
Q: What is the impact of the resolution of the stretch values on the analysis of process behavior?
A: The resolution of the stretch values is 1 millimeter. Using the current data at this resolution, the standard deviation of the process will be underestimated. Underestimating the standard deviation of the process leads to tighter limits on the process behavior chart, and some points outside the limits may be false signals. However, the long run suggests an unpredictable process without focusing on the points outside the limits. A worst-case estimate of the standard deviation for the stretch values is the resolution which is 1 millimeter. If the standard deviation were set to the resolution, the limits on the process behavior chart would be -1.26 to 4.06 and there would be no points outside these limits.
Q: What statement can Gunter make about process capability for this characteristic?
A: Even with the issue of inadequate resolution of the stretch values, Gunter can still state that stretch is unpredictable because of the long run. Therefore, Gunter cannot really estimate the capability of the process with any reliability.
Q: How can these data be helpful to Gunter and his boss?
A: Gunter and his boss can use these data and the analysis to initiate work to determine the cause of the long run and get the process predictable. After the process achieves predictability, Gunter can calculate the capability of the stretch values.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



