Get Excited About Thermography
Inspection with thermal imaging can be accomplished on a range of budgets, and is particularly useful in the aerospace industry.

Thermal imaging, simply put, creates images of the thermal radiation or heat given off by objects. “The hotter something is, the more radiation it gives off,” says Rob Spring, principal of The Snell Group (Montpelier, VT). “Just like with our eyes, the brighter something is, the more signal your eyes get. With infrared, the hotter something is, the more energy it gives off and the camera senses the increase or decrease in intensity.”
Thermal imaging is commonly used in the aerospace industry as a nondestructive testing technique. Inspection professionals can check for disbonds or delaminations in composite parts and also look for water in airplane parts. The technique can be as simple and inexpensive as a hot air gun and an infrared camera used for manual inspections, says Doug Burleigh, a consultant on the application of IR [infrared] NDT of composite materials in the aerospace industry. Burleigh has worked for many aerospace companies including General Dynamics, Lockheed Martin, NASA, United Space Alliance, Boeing, ATK and Goodrich.
“The real difference among techniques is how long the heating takes place. I have used lock-in systems, flash systems, and I still do manual testing with a hot air gun and an infrared camera,” Burleigh says.
A lock-in system, he explains, uses a light (heat) source where the intensity varies sinusoidally for a couple of cycles to heat the object. “You heat it, get a succession of images and then a computer program analyzes that data as the response to the heat appears and fades. The system provides a final image that is an analyzed version of the images taken during your heating period,” explains Burleigh.
Two companies that sell lock-in systems are Vicon Infrared (Acton, MA) and MoviMED (Irvine, CA). In general, says Ralph Rotolante, Ph.D., president of Vicon Infrared, the lower the frequency of the heat lamp cycle with a lock-in system, the deeper one can look into an object. An example of a subsurface defect would be bird strikes on composite parts of airplanes. “You can’t see [them] visually, but with this technique the subsurface damage shows up literally,” Rotolante says.
 Another option is flash thermography or pulse active thermography, which achieves similar results to lock-in systems, but with a slightly different process. “The physical phenomenon is the same in both [lock-in systems and flash thermography] in that you are looking at a phase shift,” explains Rotolante. However, the light/heat source is applied differently in both systems.
Another option is flash thermography or pulse active thermography, which achieves similar results to lock-in systems, but with a slightly different process. “The physical phenomenon is the same in both [lock-in systems and flash thermography] in that you are looking at a phase shift,” explains Rotolante. However, the light/heat source is applied differently in both systems.
While lock-in systems provide several cycles of heat, the pulsed system provides only one, Burleigh notes. Both systems collect multiple frames per second during the inspection period.
Thermal Wave Imaging Inc. (Ferndale, MI) is one company that sells systems that use active thermography. “An infrared camera can only detect radiation emitted from the surface of a part, which can be correlated to temperature. With active thermography, we thermally excite the part and measure its response with an infrared camera,” explains Steven Shepard, Ph.D., president of Thermal Wave Imaging.
The excitation, which in most cases is an optical flash, is carefully controlled and with appropriate signal processing, the inspection professional can get quite a bit of information about the subsurface structure and thermophysical properties of the part. “In doing the signal processing, we analyze the dynamic response of the temperature, which allows us to squeeze quite a bit more information out of the camera, and generate very precise subsurface images and measurements of depth, thermal diffusivity or porosity,” Shepard says.
Pulse active thermography systems and lock-in systems are ideal for finding subsurface anomalies in materials that conduct heat very quickly or in materials that have anomalies very close to the surface. “Pulse active thermography allows you to look at a material and see an indication as fast as 16/1,000 of a second or 16 milliseconds after a flash has gone off. It is capturing things in 16 or 33 milliseconds,” Spring says. The pulse is completely repeatable, and software interprets the reaction and analyzes the results.
Materials that react quickly to the thermal pulse and benefit from a fast-reacting thermal reading include highly conductive metals such as aluminum, and thin materials such as carbon fiber composites. Looking for corrosion or lack of adhesion on coatings of turbine blades and other materials is one example. “The thermal reaction happens super quick because it is thin and there is not much place for the heat to go so it goes through very quickly,” Spring says.
Because this type of traditional thermography relies on visual evaluation, the inspection professional must be an expert with the thermal camera and understand how much heat to apply, when anomalous indications will show up and how long the indications will persist. “They also need to know how to interpret that image and differentiate surface artifacts from subsurface structural components and anomalies,” Spring says.
Infrared tends to work better than ultrasonics for reinforced carbon-carbon (RCC) parts on space shuttles, for example. Applying a gel couplant, or even water, to a space shuttle part is out of the question, Burleigh says. “Another problem is that many of those parts are curved and that’s hard to do with ultrasonics,” he adds.
Since thermography does not require immersion or contact with the surface of the part, it also is used to inspect components with complex geometries, such as turbine airfoils or in applications where a liquid couplant is not desirable, such as quality assurance of uncured composites, adds Shepard.
In addition, thermal imaging also is a useful inspection technique to detect impact damage in the aerospace industry. “If a structure gets a tool dropped on it, for example, you have to evaluate whether it can fly like that or whether you need to repair it or get a new part,” Burleigh explains.
Not only does it cost less, thermography can have an advantage of time savings over ultrasonics. “It might take eight hours to inspect a part with ultrasonics and only one hour with infrared,” Burleigh says.
Spring agrees. “For instance, if I’m looking for water, you could use X-ray, ultrasonics or other NDT [nondestructive testing] methods, but thermography is often chosen because of speed, cost and safety,” he says. Infrared cameras have gotten cheaper and have improved resolution, which allows the camera to see even smaller defects over a larger area-effectively speeding up the inspection process.
Infrared inspection typically is less effective on thick materials, however, notes Burleigh. “Generally, the defect size you are looking for should be smaller than the thickness of the laminate,” he explains. “So if you have a 1/4-inch-thick composite and you are trying to find 1/8-inch defects, you may find them near the surface but not all the way down. However, composite parts as thick as 1/2 inch have been successfully inspected using IR methods. The effectiveness depends on the heating method and the thermal properties of the materials.”
Though thermal imaging has developed substantially over the past 40 to 50 years, the end results are similar. “Years ago, it was mostly a hot air gun and a camera. Today, there are various types of heating processes, such as scanned lasers or xenon flash lamps,” Burleigh says. Many companies have developed data processing methods that look at the data over time, as in the lock-in and flash thermography methods that take several pictures over a very short time period and process the data, giving the inspection professional one image, which has actually been processed from several images taken. “It’s like a movie, but it takes data and looks at each pixel as a function of time. The system does a lot of data processing and in the end, it comes up with an image that is better than you could have achieved with just the raw data,” Burleigh says.
Manufacturers can conduct thermal imaging inspection on almost any budget. A hot air gun and a camera, an automated system with a flash lamp, or a complex system with a robot that is capable of looking at larger parts are all options that can meet different application needs.
“What it really comes down to is which technique works for what you are inspecting,” Burleigh says. “If a hot air gun works for a simple application, then that’s all you need to use. However, many applications are more challenging and require the use of pulse or lock-in methods.”
Shepard agrees that proper planning and evaluation needs to go into determining, not only the appropriate inspection technique, but the specific equipment needed for a given application. “You don’t want to use a sledgehammer to crack a nut. You want to scale everything appropriately,” he advises.
For more information on the organizations mentioned in this article, visit:
The Snell Group
www.thesnellgroup.com
Thermal Wave Imaging Inc.
www.thermalwave.com
Vicon Infrared
www.viconinfrared.com
Thermal imaging is commonly used in the aerospace industry to check for disbonds or delaminations in composite parts and to look for water in airplane parts.
Materials that react quickly from a thermal pulse and benefit from a fast-reacting thermal reading include highly conductive metals and thin materials.
Not only does it cost less, thermography can have an advantage of time savings over ultrasonics as well.<
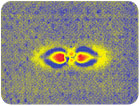
A thermal imaging system is used to inspect a U.S. Coast Guard H-65 Dolphin Tail Rotor. Source: Thermal Wave Imaging Inc.
Thermal imaging, simply put, creates images of the thermal radiation or heat given off by objects. “The hotter something is, the more radiation it gives off,” says Rob Spring, principal of The Snell Group (Montpelier, VT). “Just like with our eyes, the brighter something is, the more signal your eyes get. With infrared, the hotter something is, the more energy it gives off and the camera senses the increase or decrease in intensity.”
Thermal imaging is commonly used in the aerospace industry as a nondestructive testing technique. Inspection professionals can check for disbonds or delaminations in composite parts and also look for water in airplane parts. The technique can be as simple and inexpensive as a hot air gun and an infrared camera used for manual inspections, says Doug Burleigh, a consultant on the application of IR [infrared] NDT of composite materials in the aerospace industry. Burleigh has worked for many aerospace companies including General Dynamics, Lockheed Martin, NASA, United Space Alliance, Boeing, ATK and Goodrich.
“The real difference among techniques is how long the heating takes place. I have used lock-in systems, flash systems, and I still do manual testing with a hot air gun and an infrared camera,” Burleigh says.
A lock-in system, he explains, uses a light (heat) source where the intensity varies sinusoidally for a couple of cycles to heat the object. “You heat it, get a succession of images and then a computer program analyzes that data as the response to the heat appears and fades. The system provides a final image that is an analyzed version of the images taken during your heating period,” explains Burleigh.
Two companies that sell lock-in systems are Vicon Infrared (Acton, MA) and MoviMED (Irvine, CA). In general, says Ralph Rotolante, Ph.D., president of Vicon Infrared, the lower the frequency of the heat lamp cycle with a lock-in system, the deeper one can look into an object. An example of a subsurface defect would be bird strikes on composite parts of airplanes. “You can’t see [them] visually, but with this technique the subsurface damage shows up literally,” Rotolante says.
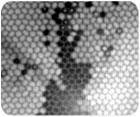
Thermal imaging systems are used to detect a number of defects including impact damage. Source: Thermal Wave Imaging Inc.
While lock-in systems provide several cycles of heat, the pulsed system provides only one, Burleigh notes. Both systems collect multiple frames per second during the inspection period.
Thermal Wave Imaging Inc. (Ferndale, MI) is one company that sells systems that use active thermography. “An infrared camera can only detect radiation emitted from the surface of a part, which can be correlated to temperature. With active thermography, we thermally excite the part and measure its response with an infrared camera,” explains Steven Shepard, Ph.D., president of Thermal Wave Imaging.
The excitation, which in most cases is an optical flash, is carefully controlled and with appropriate signal processing, the inspection professional can get quite a bit of information about the subsurface structure and thermophysical properties of the part. “In doing the signal processing, we analyze the dynamic response of the temperature, which allows us to squeeze quite a bit more information out of the camera, and generate very precise subsurface images and measurements of depth, thermal diffusivity or porosity,” Shepard says.
Pulse active thermography systems and lock-in systems are ideal for finding subsurface anomalies in materials that conduct heat very quickly or in materials that have anomalies very close to the surface. “Pulse active thermography allows you to look at a material and see an indication as fast as 16/1,000 of a second or 16 milliseconds after a flash has gone off. It is capturing things in 16 or 33 milliseconds,” Spring says. The pulse is completely repeatable, and software interprets the reaction and analyzes the results.
Materials that react quickly to the thermal pulse and benefit from a fast-reacting thermal reading include highly conductive metals such as aluminum, and thin materials such as carbon fiber composites. Looking for corrosion or lack of adhesion on coatings of turbine blades and other materials is one example. “The thermal reaction happens super quick because it is thin and there is not much place for the heat to go so it goes through very quickly,” Spring says.
Slower Reactions
When the image acquisition rate does not need to be so fast, such as in an application looking for water in honeycomb composite aircraft components, an inspector may look at the infrared camera’s image to watch for indications. “Water heats up very slowly compared to air in the structure,” Spring says. “If I heat up such a composite structure with lamps, a heat blanket or a hot air gun, you will see a cool spot that may last for 30 seconds or a minute with a thermal camera.”Because this type of traditional thermography relies on visual evaluation, the inspection professional must be an expert with the thermal camera and understand how much heat to apply, when anomalous indications will show up and how long the indications will persist. “They also need to know how to interpret that image and differentiate surface artifacts from subsurface structural components and anomalies,” Spring says.
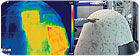
An infrared image reveals water trapped in the honeycomb of a composite structure of an aircraft. Source: Thermal Wave Imaging Inc.
Benefit of Thermography
But, although thermal imaging may work well on composite structures, ultrasonic tests are still the most commonly used inspection technique for such objects in the aerospace industry, according to Burleigh. “Infrared does a better job in some areas and with some structures. Large, computer-controlled ultrasonic systems can cost several million dollars and they squirt water on the part while testing. Infrared has an advantage for some applications in that the equipment costs less and it doesn’t squirt water on the part. It’s also faster,” he says.Infrared tends to work better than ultrasonics for reinforced carbon-carbon (RCC) parts on space shuttles, for example. Applying a gel couplant, or even water, to a space shuttle part is out of the question, Burleigh says. “Another problem is that many of those parts are curved and that’s hard to do with ultrasonics,” he adds.
Since thermography does not require immersion or contact with the surface of the part, it also is used to inspect components with complex geometries, such as turbine airfoils or in applications where a liquid couplant is not desirable, such as quality assurance of uncured composites, adds Shepard.
In addition, thermal imaging also is a useful inspection technique to detect impact damage in the aerospace industry. “If a structure gets a tool dropped on it, for example, you have to evaluate whether it can fly like that or whether you need to repair it or get a new part,” Burleigh explains.
Not only does it cost less, thermography can have an advantage of time savings over ultrasonics. “It might take eight hours to inspect a part with ultrasonics and only one hour with infrared,” Burleigh says.
Spring agrees. “For instance, if I’m looking for water, you could use X-ray, ultrasonics or other NDT [nondestructive testing] methods, but thermography is often chosen because of speed, cost and safety,” he says. Infrared cameras have gotten cheaper and have improved resolution, which allows the camera to see even smaller defects over a larger area-effectively speeding up the inspection process.
Infrared inspection typically is less effective on thick materials, however, notes Burleigh. “Generally, the defect size you are looking for should be smaller than the thickness of the laminate,” he explains. “So if you have a 1/4-inch-thick composite and you are trying to find 1/8-inch defects, you may find them near the surface but not all the way down. However, composite parts as thick as 1/2 inch have been successfully inspected using IR methods. The effectiveness depends on the heating method and the thermal properties of the materials.”
A military aircraft radome reveals repair patches during an infrared inspection. Source: FLIR Systems
Scaling the Application
Significant mathematics and imaging processing is often going on in the background, helping the inspection professional during and after a thermal imaging inspection. Properties of materials, including the thermal conductivity, thermal capacitance and surface emissivity all need to be taken into account before conducting a reliable inspection. “The technology may seem on the surface to be very easy, but a good thermographer must have a working knowledge of material thermal properties to be able to apply the correct amount of heat to a surface to cause a recordable surface indication to appear,” Spring says.Though thermal imaging has developed substantially over the past 40 to 50 years, the end results are similar. “Years ago, it was mostly a hot air gun and a camera. Today, there are various types of heating processes, such as scanned lasers or xenon flash lamps,” Burleigh says. Many companies have developed data processing methods that look at the data over time, as in the lock-in and flash thermography methods that take several pictures over a very short time period and process the data, giving the inspection professional one image, which has actually been processed from several images taken. “It’s like a movie, but it takes data and looks at each pixel as a function of time. The system does a lot of data processing and in the end, it comes up with an image that is better than you could have achieved with just the raw data,” Burleigh says.
Manufacturers can conduct thermal imaging inspection on almost any budget. A hot air gun and a camera, an automated system with a flash lamp, or a complex system with a robot that is capable of looking at larger parts are all options that can meet different application needs.
“What it really comes down to is which technique works for what you are inspecting,” Burleigh says. “If a hot air gun works for a simple application, then that’s all you need to use. However, many applications are more challenging and require the use of pulse or lock-in methods.”
Shepard agrees that proper planning and evaluation needs to go into determining, not only the appropriate inspection technique, but the specific equipment needed for a given application. “You don’t want to use a sledgehammer to crack a nut. You want to scale everything appropriately,” he advises.
For more information on the organizations mentioned in this article, visit:
The Snell Group
www.thesnellgroup.com
Thermal Wave Imaging Inc.
www.thermalwave.com
Vicon Infrared
www.viconinfrared.com
Tech Tips
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



