3 Keys to Improve, Optimize, and Enhance First Article Inspection
First article inspection enables the establishment of a stable production process that can deliver compliant parts of good quality.
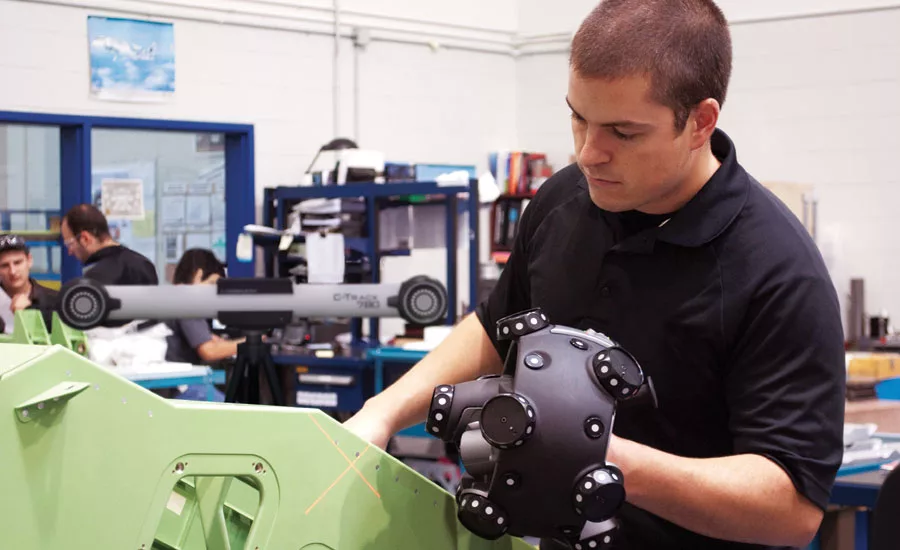
3D scanners enable shorter ramp-up time and shorter setting and adjustment time, and they limit delays in the detection and correction of first parts’ defects. Source: Creaform


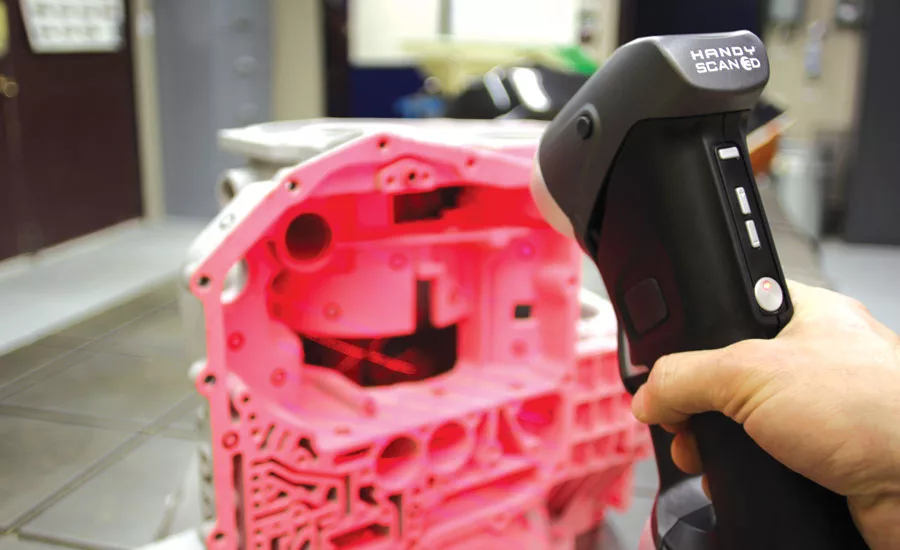

The arrival of 3D scanners has enabled more detailed analysis of defects on first pieces. Source: Creaform
Since the advent of industry 4.0, the control of first parts is more of a crucial step in the manufacturing process than ever before. The team in charge of quality control needs to optimize this phase of inspection in order to limit the back and forth between conception and fabrication and to reduce bottlenecks at the CMM. Thus, the quality control team must not only correctly identify the faults, but also provide relevant data, measurements, and results for solving the identified problems.
Too often, metrologists from quality service are seen as those who seek and find problems—information that we obviously would rather do without. However, if the implementation of effective tools could enable them to not only identify problems, but also to find viable solutions, it would help production to progress more quickly, and first articles could be delivered without delays and complications.
This paper explores the evolution of new technologies and their ability to facilitate the work of quality managers. It also explains how first article inspection enables the establishment of a stable production process that can deliver compliant parts of good quality that precisely meet the customer’s requirements.
Note: First Article Inspection (FAI) also refers to a normative framework, i.e. how to document the process. This article, however, uses the term to refer to the control of first parts of an industrial process.
FAI is now performed in the context of globalization. The production of parts is distributed in plants around the world, and the information between each site is transmitted digitally. Industry 4.0—following the steam engine (1.0), production chain (2.0), and robotics (3.0)—belongs to our contemporary digital age: the company has become a fragmented structure with suppliers and subcontractors around the world, all interconnected through the Internet. In this particular context, with production sites scattered globally, how does one inspect first articles? And what is the best approach to link the virtual (CAD models) and the real (produced parts) to ensure that, at all times, the parts produced in very remote locations are compatible?
Example:
A part is designed by an automotive manufacturer in Europe. The numerical model is sent to a subcontractor in Asia, who molds and produces the piece that will be sent and assembled on cars at a plant in South America.
An initial inspection is performed at the car manufacturer, who will attempt a first assembly and highlight the defects. Those incongruities will be referred to the subcontractor, who will correct his tooling before sending a new sample to the factory. Once again, components might not fit properly. Once more, the subcontractor will be asked to make adjustments to the tooling. And so on, for a long round trip!
If, however, there were ways to scan the part and send its digital model instead of physically sending it halfway around the world to test it, we would gain both efficiency and time. We could then proceed with a virtual assembly and virtually estimate the corrections without having to make parts physically travel around the world.
Solution
The reference solution for inspection has always been the CMMs, which are fixed to the ground, usually slow, and require bringing the measured piece to the measuring tool. Because of the needed time and generated cost involved in using the CMM on a regular basis, major developments have helped to greatly change FAI.
Portability
The advent of portable technologies, such as articulated arms, laser trackers, and portable optical CMMs, enable the quality control team to go directly to the production floor, thus eliminating wasted time and reducing the costs related to moving a part from the workshop to the laboratory.
However, the performance of portable CMMs was limited due to the complexity of the production environment. Indeed, shop floor measurements are often synonymous with environmental instability, where it is complex to create a rigid measurement setup. If the measured piece moves, vibrates, or oscillates during the measurement, then 3D inspection and quality testing is not valid.
Reliability
This is how optical portable CMMs, which behave more reliably in a production environment, solved the reliability issues of portable technologies.
Portable CMMs were also limited in the amount of information they could acquire and analyze. They enabled the calculation of a few points, which is acceptable in series production to verify that there is no drift. However, during production of the first pieces, these limited data are often insufficient to support the production team’s analyses. Therefore, a greater information density was required for FAI.
Information Density
This is when scanners were introduced to digitize a complex shape with a very large number of points and without contact. The arrival of 3D scanners has enabled more detailed analysis of defects on first pieces. For instance, the use of color maps (see the graphic above) reveals where in the process defects appear and which machine setting has created them.
Results
The recent arrival of metrology-grade 3D scanners, which are fast and easy to use, enables FAI to be performed at any time and in any production location. Therefore, the use of 3D scanners avoids the need to physically transport defective parts. Moreover, 3D scanners offer more detailed analyses that are accessible to non-specialists of metrology. They enable shorter ramp-up time and shorter setting and adjustment time, and they limit delays in the detection and correction of first parts’ defects.
In short, the 3D scanner solution optimizes the inspection phase of first pieces by reducing the physical back and forth and bottlenecks at the CMM and, therefore, the time required for necessary adjustments prior to series production. With an optimized inspection, quality service quickly identifies issues, and promptly proposes solutions. Therefore, first pieces are of higher quality, are more compatible, and meet the customer’s requirements, thus generating greater satisfaction, sales, and profitability.
3D scanners can be moved around on the production line (portability), measure in a complex production environment often influenced by temperature variations, vibrations, low-skilled operators, etc. (reliability), and analyze a large number of data (information density). Since the submitted information is more complete, the analysis, problem solving, and decision making are all accelerated.
3D scanners significantly improve FAI in the context of globalization. This solution would even allow a purely virtual FAI in which the first physical parts would be compatible on the first try. This is possible, because the current technology allows it. It is simply a matter of integrating it into the manufacturer’s training, culture, and mentality.
Challenges:
• Production of parts is distributed in plants around the world
• Back and forth between conception and fabrication
• Bottlenecks at the CMM
Solutions:
• Portability
• Reliability
• Information density
Results:
• FAI performed at any time and in any new production location
• Shorter ramp-up time
• Shorter setting and adjustment time
• Limit delays in the detection and correction of first parts’ defects
Daniel Brown, B. Eng., is a product manager at Creaform. Jean-Francois Larue is the QC market manager, Creaform. For more information, call (855) 939-4446, email [email protected] or visit www.creaform-metrology.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




