Selection Considerations for your Optimum Leak Testing Method and Process
How to select the best method for your leak detection challenge.

The first question that needs to be answered to decide on a leak testing technology is the tightness criteria that need to be detected. Source: Pfeiffer Vacuum
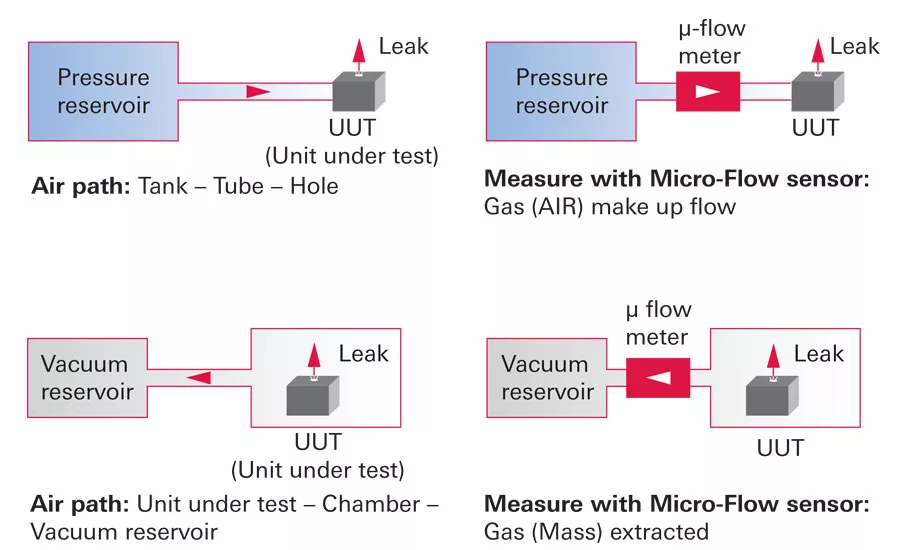
Figure 1 (left): Air Leak Testing with Micro-Flow sensor at pressure condition. Source: Pfeiffer Vacuum
Figure 2 (right): Mass Extraction Test Method (vacuum test). Source: Pfeiffer Vacuum
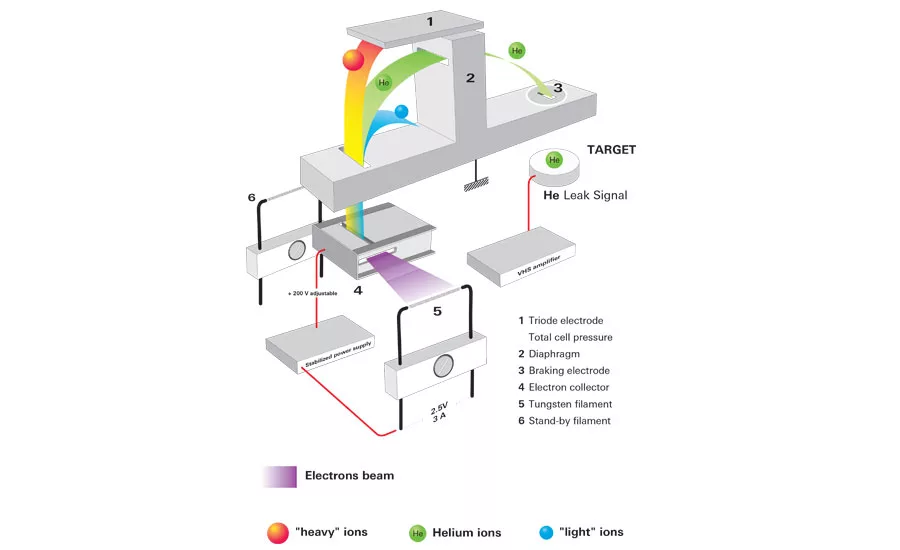
Figure 3: Schematics of a sector field mass spectrometer. Source: Pfeiffer Vacuum
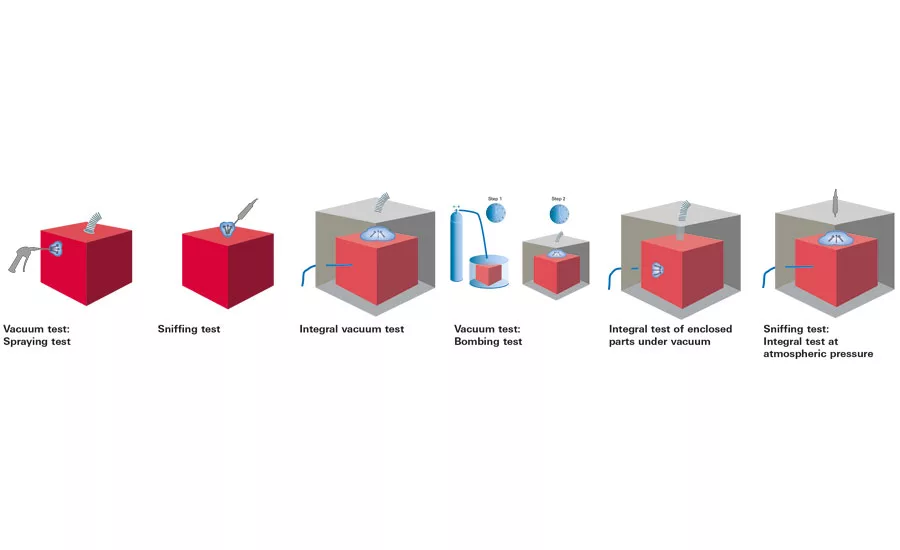
Using a mass spectrometer detector also enables the location of a leak by using either the helium spray or the sniffer test technique. Source: Pfeiffer Vacuum
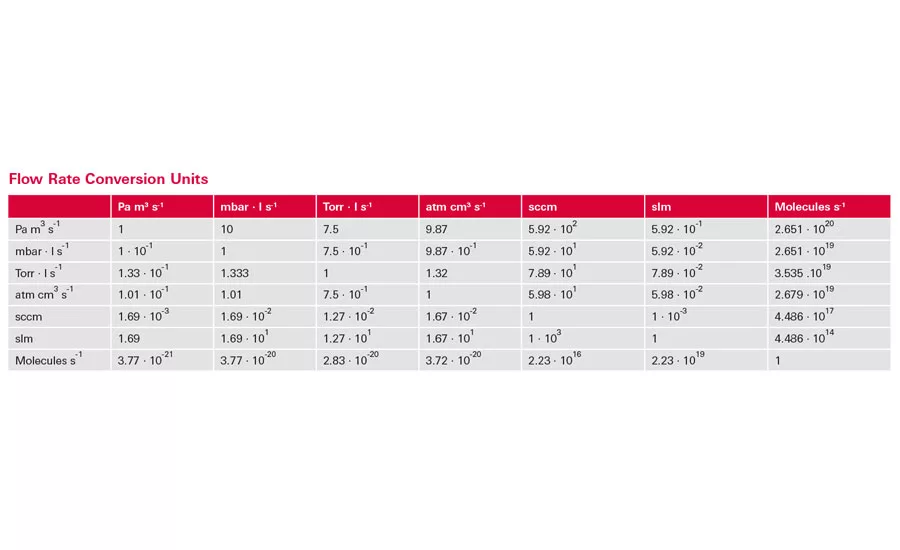
Table 1: Few Common Leak Flow measurement Units and the conversion of these units Source: Pfeiffer Vacuum
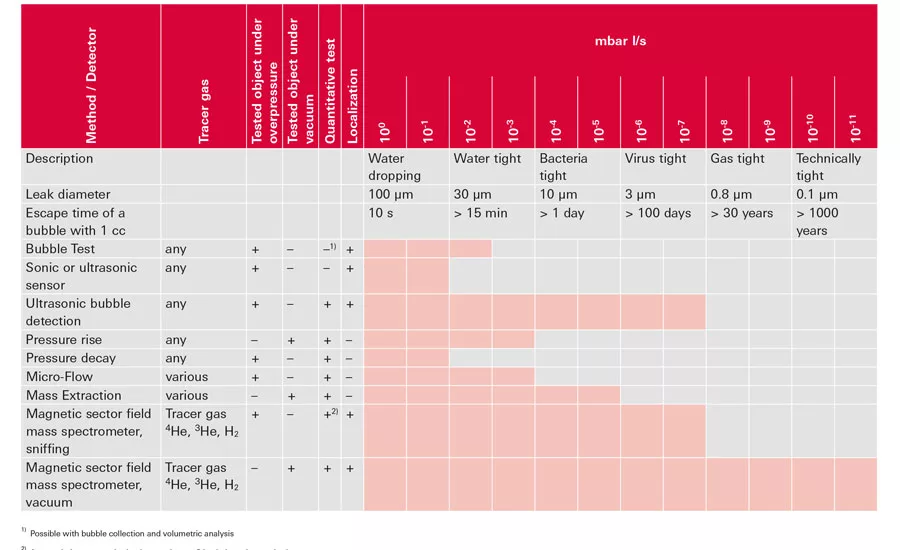
Table 2: Comparison of different Leak Test Methods. Source: Pfeiffer Vacuum
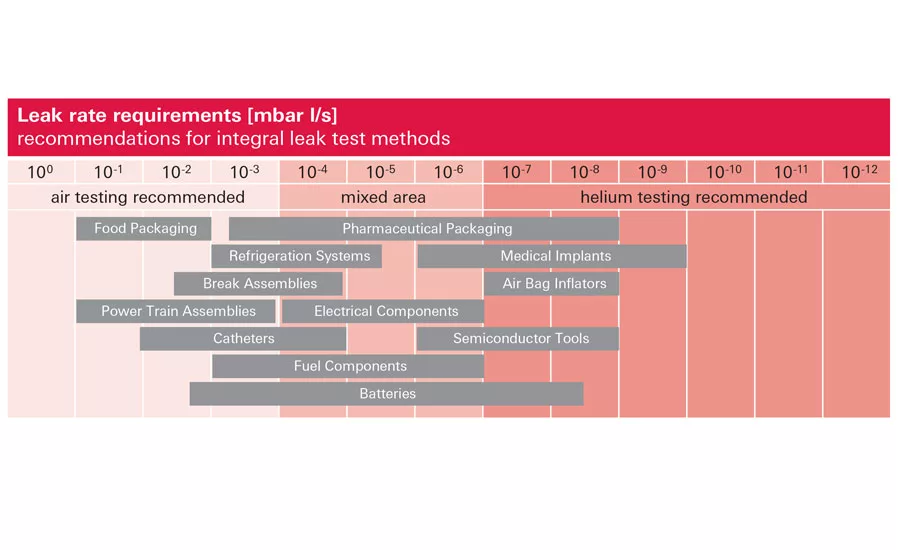
Table 3: Dividing test methods by required leak rates and applications as a starting point for initial selection optimization Source: Pfeiffer Vacuum
Electronic leak testing using either air or a tracer gas has made significant advances in the last decade with the addition of new techniques, improved sensitivity and faster test cycles. The motivations for these changes are regulatory requirement (environmental, safety) and pressure on cost. Leak testing in many cases is a risk vs. probability vs. cost decision, and in many cases there is more than one technology that is available for your application, but not all are optimal to the application requirements. This article focuses mainly on leak testing with air especially on micro flow technology and helium leak detection with mass spectrometry, and how to select the best method for your leak detection challenge.
We will highlight some of the considerations and the decision making process to assure that your leak testing process selection is optimized (performance and cost) to your product and organization requirements.
Before providing a closer analysis of how to select the right leak testing method for your application, the following is a general introduction of the different technologies that are the focus of this article:
- Air leak testing with micro-flow sensor at pressure conditions: The technology is an integrated micro sensor based on accelerated flow. As air leaks from the component or assembly under test, the air lost is replenished via the micro flow sensor to maintain a constant pressure (see figure 1). The loss causes an electrical signal proportional to volumetric or mass flow. The micro flow sensor thereby operates with a pressure reservoir which is used to pressurize the unit-under-test (UUT) and has a sensitivity of 5 x 10-4 mbar*l/s. Often only simple fixtures are required for this type of testing method.
- Air leak testing with mass extraction (vacuum conditions): The mass extraction technique is a special form of using the micro flow sensor. The basic principle is based on a rarefied gas flow approach. In order to achieve a higher sensitivity, the test is performed under a vacuum. This method incorporates sensor designs operating at continuum/slip flow condition (shallow vacuum) and transitional/molecular flow regimes (deeper vacuum).
For example this technology can be used for closed containers, as packages or electronic enclosures. Thereby the unit-under-test is placed into a vacuum chamber with a vacuum as low as 1 mbar or less. After the chamber is evacuated, the remaining flow between the chamber and the vacuum reservoir can be used to determine the leak rate of the tested part (see figure 2).
- With this approach a sensitivity of up to 6.7 x 10-7 mbar*l/s can be realized. Another approach can be applying vacuum inside the part and measuring the barometric air leaking in, simplifying and reducing the tooling cost.
- Helium leak detection. Due to their relatively simple and robust design, sector field mass spectrometers are used for tracer gas production leak detection. Typically tuned to detect mass of 4 amu (helium) the gas molecules are ionized in an ion source through electron bombardment then accelerated into a magnetic sector field using electronic voltage. Alternatively also hydrogen with a mass of 2 amu can be used for the test. The gas molecule that has been selected for detection is able to pass through a slit to reach the detector, all other molecules are unable to pass through the slit and re-neutralized. The ion current measured is proportional to the gas partial pressure. Sensitivity in a vacuum environment is 5 x 10-12 mbar*l/s for helium.
The measurement can thereby be performed in different procedures, while different test directions can be applied. The integral vacuum test where the part is first evacuated and then filled with helium, while inside a vacuum chamber is the most sensitive test method.
Using a mass spectrometer detector also enables the location of a leak by using either the helium spray or the sniffer test technique. Thereby either the test object is connected to a leak detector and vacuum drawn while the test part is sprayed with helium from the outside, or the test part is pressurized with helium and the test part is scanned at the outside with a sniffer probe which is connected to the leak detector.
How to select the right method?
The first question that needs to be answered to decide on a leak testing technology is the tightness criteria that need to be detected. The challenge here starts with the different units, in which leak rates can be defined. Leak rates are usually specified in flow rates unit, whereby Table 1 outlines some of the common flow rates measurement units and conversion of these units. Another way to define the required tightness for an application is the definition of the maximum equivalent defect size (pin- hole or microchannel type) that the test must assure that does not exist in the product.
If your requirements or general standards require a leak tightness in the range of 1 x 10-7 mbar*l/s or lower, helium leak detection is the method of choice, since no other commercial technology can reach these sensitivities. However, if the required leak rate is above this value, which is most of industrial leak testing applications, the number of possible technologies available to test increases.
If your requirements in regards to the leak testing allow multiple of the mentioned methods, the following key considerations should be examined prior to selecting the optimal leak test method and procedure for a given product:
If this is a production type of testing, where 100% of the parts are leak tested, throughput or cycle time is an important parameter. Cycle time is a less important parameter for sample testing and laboratory applications.
Leak test conditions: In many cases pressure applied and leak testing (into the part or out of the part) are dictated by product design and specifically seal design. Some seals will seal better to higher pressure and leak under vacuum. Often leak testing involves pressurizing the part to maximum operating pressure to assure parts integrity at its maximum conditions. Another consideration shall be part permeation to different gas media.
Environmental considerations: Environmental conditions can affect several leak test methods, for example pressure decay testing. Here stabilization times as well as temperature control are critical to ensure a reliable measurement. For products that are presented hot (e.g after brazing/welding, part is hot to touch) or environment that experiences rapid temperature swings, vacuum air test (as mass extraction) or helium test may be preferred on pressure tests.
Costs: Last but not least there are the economic aspects of the test methods. Therefore it is important to not only look at the purchasing costs of the method, but to have a global look at the different costs connected to the process. A key point in the decision is again the test time, which is directly associated with the capacity of a test station. This may also include stabilization and/or drying times. Helium leak testing thereby provides the shortest possible test times for medium and large size products. The mass extraction technology can be an alternative to using a tracer gas for detecting similar leaks with lower initial costs than a helium test system, but still with faster test times than other air testing methods such as pressure decay.
The application divide
As mentioned before a general guideline for the selection of the right leak testing method can be challenging. In fact there are some applications in which only helium leak detection can be applied due to the high demands in regards to sensitivity. Examples for this include: semiconductor tool applications, air bag ignitors, nuclear facilities/tools and several medical implants that have demanding requirements regarding leak tightness level.
However, most leak testing applications are those in which air or helium test methods can be applied. For example, in automotive and aerospace: heat exchangers, AC components, batteries, brake systems and components, power train systems and components, machined castings and welded assemblies, and electronic enclosures fall in this category. In the medical industry those can be implanted products, disposables (catheters, drug delivery devices), life science instruments and components. In the medical and pharmaceutical industry those can be packages for injectable products, where leaks mean microbial contamination risk and loss of drug properties. Others can be in the consumer electronic and utilities where electronic systems must meet various water ingress specifications (e.g. IPX7 for water ingress into smart phones).
Combination of air leak testing and helium are commonly found in cases of expensive components where the point of leak must be identified, to repair it, or finding the point of leak for process corrective action. Good examples here are aerospace applications (e.g. hydraulic system assembly or fuel systems), for which it is very important to detect the point of leak in order to be able to repair the part instead of scrapping leaky parts.
Conclusion
Before making a decision on which technology provides the very best solution for your specific application, several questions need to be answered in cooperation with your equipment supplier. Selecting a leak test supplier that has the knowledge, experience and product portfolio to provide the best solution will save money, provide a reliable long term solution and reduce risk associated with your leak testing applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





