Faster, Better NDT: The Advantages of Eddy Current Arrays
Multi-coil arrays take eddy current technology many steps further.

Using array coils on a traditional probe design like this bobbin probe for heat exchangers improves the speed and probability of finding circumferential cracks and other flaws. A bobbin coil provides the typical bobbin data on the same pass.

The two rings of coils on this X-Probe are an example of a multi-coil array probe. This probe is used to inspect tubing at nuclear steam generators, where speed and detection accuracy are critical for reducing costs as well as radiation dose.
This surface array probe is designed to cover a two-inch wide inspection area in a single pass, including on non-flat surfaces.
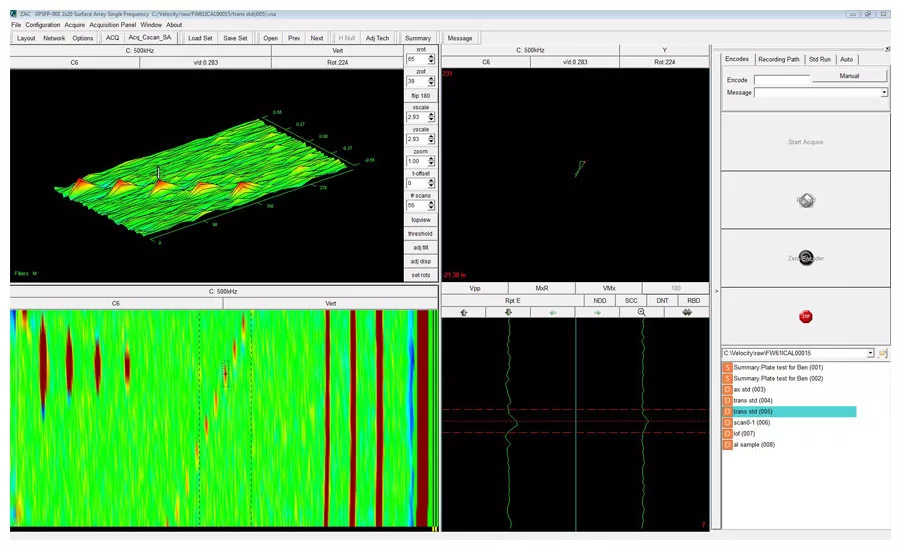
While the multi-coil array probe is producing a constant stream of eddy current data, the right software can provide fast, accurate data acquisition, advanced analysis, and reporting, while providing an increase in probability of detection.
When I was 19 years old, my first paying job in the nondestructive testing (NDT) industry was inspecting a weld repair on a water intake pipe at the Seabrook Station nuclear power plant in New Hampshire.
The eight-foot diameter pipe extends about a half-mile into the Atlantic. It was new construction at the time but seeping inside, and about a third of the inspection involved overhead work. Being the new guy on the crew, virtually any dirty job was seen as a rite of passage.
I was given a golf cart so I wouldn’t have to walk all that way with my gear. At the site, it took nearly four hours to properly prepare and dry the weld area, apply liquid penetrant, let it dwell, and perform the inspection, plus another hour or so to clean up.
The entire time I kept thinking that my little golf cart wasn’t going to outrun the seawater if it really started rushing in. The quicker I could get out of there the happier I would be.
Today, more than 30 years later, liquid penetrant testing (PT)—also known as liquid penetrant inspection (LPI) or dye penetrant inspection (DPI)—remains one of the most common nondestructive methods for identifying surface-breaking defects and discontinuities.
PT involves applying a colored liquid and allowing it to be drawn into minute surface openings by capillary action. These defects become visible under UV light or by the contrasting color of the dye being used. It’s affordable and effective on many nonporous materials including metal, ceramic, glass, and plastic.
Procedures for PT inspections have not changed substantially in decades. But over the years, with the development of new technology, the limitations of PT are becoming apparent.
While the cost of materials is low, the technician has to work through a time-consuming multi-step inspection process including surface preparation and disposal of chemicals and other waste. Test results can vary depending on the skill and patience of the inspector, especially when the work environment is hazardous, uncomfortable, or hard to reach.
Eddy Current Testing
Eddy current testing is a nondestructive technique that’s capable of detecting both surface and sub-surface defects. It’s widely used in power generation, oil and gas, aerospace, manufacturing, and other industries and is a fast, accurate way to inspect sheets, pipes, tubing, bolt holes, bars, and other ferrous and non-ferrous components.
In simple terms, a probe or coil applies an electromagnetic field to metal. The current swirls through the material in loops, like eddies in a river. Any cracks or changes in thickness or metallurgical structure will distort the flow. These distortions are captured and analyzed by an instrument and displayed for the technician to review.
Several factors besides flaws can affect the response from a probe, including the conductivity and permeability of the metal and the geometry (edges and curves) of the piece being inspected. One element that can be controlled is test frequency: raising the frequency will increase the test’s sensitivity to surface or subsurface flaws; lowering the frequency will increase the depth of penetration into the material.
Under comparable conditions and with a skilled technician, single-coil eddy current testing and PT will produce comparable pass/fail-type results. However, coil configurations, instruments, and software continue to improve, and today there are countless probe designs with coils configured for specific applications from bobbin probes for heat exchanger tubing to handheld probes for rivets, bolt holes, and welds. They make inspections more efficient and reliable even in adverse conditions, and have the ability to produce and record digital data for advanced analysis and reporting.
Multi-Coil Arrays
Multi-coil arrays take eddy current technology many steps further.
Array probes have multiple coils in the same probe assembly, positioned at longitudinal, transverse, or off-axis orientations and firing at coordinated times. With an array probe users can capture more information in a single pass, and dramatically increase the speed, accuracy, and repeatability of nondestructive tests, especially on large inspection areas.
Initially, development of multi-coil arrays was driven by specific applications. Some of the first probes used multiple film coils (essentially, flexible circuit boards) for inspecting turbine blades at power stations. The probe was made to fit precisely over the Christmas-tree-shaped joint where each turbine blade meets the hub. As a result, the inspection changed from a manual process that lasts several minutes per joint to a more automated one that takes seconds—a significant improvement considering that a turbine has dozens of blades.
Today the market is shifting toward multi-coil probes that can be used in a range of applications, which makes them feasible for anyone who wants faster, more accurate inspections.
Take, for example, a simple weld. Let’s say the average PT inspection on a 1-foot section of weld takes 30 minutes, not including cleanup. The same inspection with a single-coil eddy current probe would take less time but still require the technician to scan the weld multiple times with a probe in order to complete the job.
With a multi-coil probe, a user can potentially scan the body of the weld, toes, and heat-affected zone all in a single pass. The entire scan would typically take less than three minutes, with a higher probability of detection.
More than Speed
Speed and accuracy are obvious advantages of multi-coil array probes but there are others you won’t see on a typical “features and benefits” list. Two examples stick in my mind.
The first involves work I did with a team of young technicians who had experience with single-coil probes but were new to multi-coil array technology.
As we set up the equipment, I explained that their one multi-coil array probe was like having 40 pencil probes. They didn’t have to be as focused on scanning technique—the multiplexed coils would provide ample coverage in a fraction of the time. They didn’t have to scan every channel—software would choose the optimal view for them, regardless of orientation. Instead, they should focus their attention on the data flowing across the C-scan. I explained that there would be a lot of information for them to process, but if there was a flaw, they’d see it.
From the beginning, they were completely immersed in the job. Within an hour, they were sharing ideas about how to optimize their inspection techniques and what jobs they could do next. It was a reminder that kids who grew up with the Xbox and touch screens are undaunted by technology and the pace at which it’s developing.
The second example takes me back to that water intake pipe at Seabrook. I didn’t mind coming home at night with my hands dyed from five hours of PT work but it’s harder to entice young people into that type of environment today.
Thirty years ago, the opportunity to learn new skills and be more productive kept me coming back to the job each day. I was lucky enough to be exposed to a variety of NDT techniques, including eddy current arrays and ultrasound.
The latest eddy current tools may cost more than a drum of penetrant but the improvements in productivity, accuracy, and the ability to capture data for quality management can quickly offset the investment. Then factor in what it takes to attract and retain the next generation of skilled technicians, and multi-current arrays may be worth a closer look.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





