New Software Technology Advances the Practicality of Quality 4.0
It’s time to close the gap between Quality 4.0 and Industry 4.0.
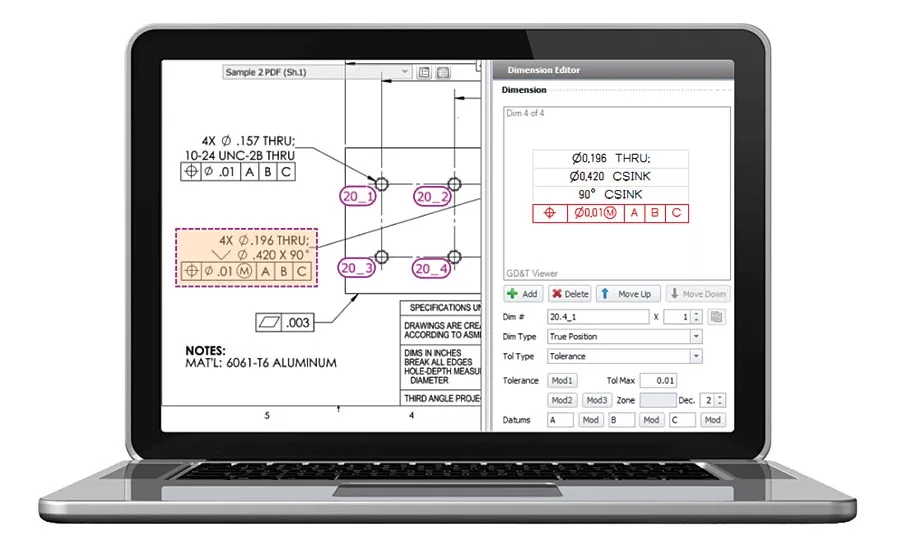
One-click automation while ballooning a print and a centralized database are among the new features that are saving significant time, improving the accuracy of the data, providing access to data that is actually useful in decision-making, all while improving overall part quality and delivery schedules.
Quality 4.0 must be a significant contributor to the Industry 4.0 revolution happening in manufacturing, however, right now there is a significant gap between the two. The risk for the quality industry not closing, or at least not tightening the gap, will have a negative impact on the entire manufacturing industry. There are multiple reasons for this, particularly for high production runs, complex parts, and parts in industries that are heavily regulated. In addition to hampering innovation, it also stifles the quality department and functions as a whole, keeping the quality reputation as the “go/no-go” department in any given manufacturing organization.
This technology gap between quality and other aspects of the manufacturing process has steadily grown over the years. Some of the lagging has to do with technology itself, and some of the responsibility involves business owners and managers who do not view expanding the quality function as a critical business need. Further, some of the chasm has been built from “in the box” thinking that quality is only defined as a “good or bad part” and not how the quality function can broaden its scope, synchronize with plant operations, and support the manufacturing industry as a whole with error prevention and even supply chain improvements.
The good news is that most of the manufacturing industries, such as aerospace, automotive, medical, oil and gas, and others are growing rapidly. The complexity of part designs and the number of different parts is also increasing. For instance, 400,000 parts comprise the 737 jet and 6,000,000 assembled parts make up the 747-8xx jet. In the automotive industry, a standard car requires 35,000 parts, a hybrid 60,000 parts, and an autonomous car is made up of over 90,000 parts. In electronics, one iPhone facility in Zhengzhou, China, has 95 assembly lines making 500,000 iPhones a day. With all that inspecting to do, it’s no wonder our quality departments are challenged and why it’s imperative to evolve the function so that it plays a role at the beginning of the part making process, and not just at the end.
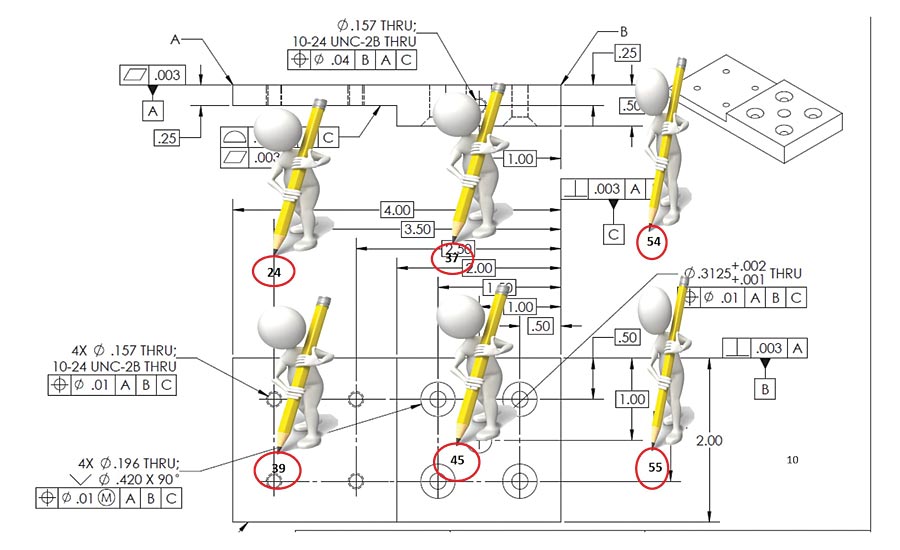
More than 75% of manufacturers still use a pen or pencil to “balloon” part prints manually. New software is available that does this automatically, saving a significant amount of time and reducing errors.
There are hundreds of different inspection tool types, tens of thousands of measurement tools, from manual to Bluetooth, wireless, CMM, vision, arms, laser—the list is long and growing daily. The biggest issue is not about measuring the part correctly but how the measurements are recorded, where the inspected data resides, and what real value that data provides beyond “good or bad.” In most cases inspection results are written on a piece of paper then typed into a spreadsheet, or captured by Bluetooth/wireless/wired devices, or as printed results from a CMM, vision, arm or any of the myriad other inspection tools we use for measuring the average part from start to finish. One quality executive said to us recently: “I have millions of inspection data points daily, but I do not have any information that will help me make a decision for quality improvements in the manufacturing process. Inspection results are spread all over the place, collected manually, or by different software programs. In the best case, the data is stored in folders. In the worst case it’s just papers in a box, and as my department is always behind, there is no time to think about changes
or improvements.”
Sound familiar?

A quality management system that operates more like an ERP is beneficial and holistic in its approach, providing accurate and trusted data from multiple resources and tools, in real time, and can be used to make decisions to improve the entire manufacturing process.
The Roots of Quality
The quality industry emerged as a valid function during the Industry 2.0 period, from the end of the nineteenth century to the 1980s, when electricity developed to support mass production. It was the period when industrial products rapidly grew in both volume and variety. Major technological innovations included electricity, electronic and mechanical devices, and cars. We should remember that the unfortunate first and second World Wars contributed significant growth and evolution to the manufacturing industry. Manufacturing always strives for productivity, efficiency, and automation while the quality function was—and still is in many cases—chasing manufacturing advancements.
What are the root causes for this gap and more critically, why is it growing? One cause is that every new product starts with an idea, preliminary design, prototyping, testing, costing, and then quoting from the supply chain. In most cases quality isn’t considered in these upfront activities as a contributor but just as an enforced cost near the end of the process before shipping. Other causes include the complexity of parts, higher volumes to be inspected, frequent new quality regulations, transparency to OEMs as required, statistical process control (SPC) data, and much more. On top of all the above, there is continuous pressure on decision makers to shorten delivery time, cut costs, and beat the competition domestically and worldwide. Adding more fuel to the fire of an already burdened quality function, now some OEMs provide only 3D models with product manufacturing information (PMI). This new approach, with minimal information about the part to the supplier, is known as model based definition (MBD), model based inspection (MBI) or model based manufacturing (MDM). This relatively new OEM strategy puts more on the quality function rather than less. With models versus a 2D print, quality technicians have to “dig out” the missing information that they need to know for the multiple steps they need to do.
Meanwhile, traditional methods of obtaining quality specifications from 2D part prints is grossly inefficient. Today, more than 75% of the industry still uses a pen or pencil to “balloon” part prints manually. Quality requirements are manually extracted and interpreted, and then entered manually into a spreadsheet with many of the other related quality steps. Each action gives an opportunity to introduce errors to the process. This first step, among many to follow to the quality processes, creates a huge burden, liability, and workload to the quality process, and definitely answers the question about why the quality industry is farther behind other gains in manufacturing.

There are hundreds of different inspection tool types, tens of thousands of measurements tools, from manual to Bluetooth, wireless, CMM, vision, arms, and laser.
Quality 4.0
Is there hope for Quality 4.0 being a real contributor to Industry 4.0? Yes, and it is already happening at some companies. New technology is available that is essentially a quality management system that operates more like an ERP in that it isn’t an “island of data” without valuable information to use in a meaningful way. It is holistic in its approach. It is not just about generating inspection data; it is about quality and trusted data. It is not just about integrated, synchronized and analyzed data, from multiple resources and tools, it is about real time data and, more importantly, it is about valuable information that can be used to make real time decisions to improve the quality process as well as the entire manufacturing process. One-click automation while ballooning a print and a centralized database are among the new features that are saving significant time, improving the accuracy of the data, providing access to data that is actually useful in decision-making, all while improving overall part quality and delivery schedules.
Delta Corp. is one example of a company using the new automated quality system. Bob Sakuta, president and managing partner, said, “I always told my customers that I can control and compromise only with two of the three slopes on the triangle: cost, delivery, and quality. If you can’t compromise on quality and delivery, your cost will be higher. If you can’t compromise on delivery and cost, you will have to give up on quality. This is how the dependency triangle worked until integrating an effective, automated quality management system. Now at Delta, using the new system, there is no need to compromise. We can provide all three.”
Delta is just one example of hundreds of companies—and some much smaller than Delta—that are implementing what can be considered Quality 4.0 in its operations. You and your company can take this important step now, too, and look forward to even greater reach for this technology. A truly effective quality management system should be applied beyond internal manufacturing and quality processes. The system should be used across the entire supply chain where interpretation and quality process issues are extrapolated and considered by OEMs as critical for all involved. An essential quality management system should have the ability to provide seamless transparency and collaboration among all of the suppliers. When this level of quality automation is achieved, the gap between Quality 4.0 and Industry 4.0 will close in a very practical way. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






