Vision & Sensors
Achieving higher levels of quality consciousness with Traceability 4.0
Success in building the factory of the future depends on manufacturers reimagining and broadening their investment in an operational stragety that's been around for decades.

Powerful smart cameras like the Omron MicroHAWK series automate inspection of PCBs for accurate component placement.
Before the vast majority of manufacturers can successfully adopt the technologies and capabilities that industry experts have collectively labeled “Industry 4.0,” some serious work needs to be done. The idea that the future is rooted in the past is no less true when it comes to manufacturing, and it’s becoming increasingly evident that the foundation of a future-ready system requires companies to invest more heavily in traceability, a strategy that really isn’t all that new.
Traceability is the process of identifying and tracking work-in-process (WIP) and finished goods using methods like barcode reading, radio-frequency identification (RFID) and machine vision. As we’ll discuss in this article, it’s a technique that’s evolved over time from basic barcode reading of individual parts and products to a fully comprehensive system that enables the investigation of operational bottlenecks and quality issues. We’ll explore what it means to raise the bar on quality consciousness with ever-evolving traceability technologies.
In particular, we see traceability as a strategy that’s transitioning from “reactive” to “proactive” thanks to improvements in data collection, communication, data analysis and visualization. Not only are manufacturers able to glean more information from the factory floor, they’re able to start putting this information to better use in honing their operations and protecting their brands. Our concept of “Traceability 4.0” takes into account the ways in which companies can use big data to generate innovation in the areas of manufacturing efficiency and quality.
The evolution of traceability
In the beginning, traceability efforts focused primarily on tracking individual parts throughout the facility using barcoding and barcode reading technologies. This soon evolved into lot-level and subassembly tracking, with traceability data (sometimes incorporating vision inspection results) being stored throughout. Taking things further, manufacturers began to dig into stored data to discover the root cause of recalls and other quality issues while analyzing plant operations to find ways to improve productivity.
This evolution has been driven along not only by technological progress (from barcode readers to machine vision smart cameras), but also by a rising quality consciousness among consumers voicing concerns about food and drug integrity, automobile safety, and electronic device security. Governments throughout the world are stepping in to protect consumers with stricter regulations and standards. These developments are driving manufacturers to implement increasingly robust traceability systems as supply chains become globalized.
We propose that today’s technologies can take traceability a step further so that manufacturers can build a solid foundation for current and future Industry 4.0 applications. In particular, Traceability 4.0 distinguishes itself by improving the connection between digital and physical technologies to optimize manufacturing processes, improve yields and ensure quality end products. The laser-sharp focus on quality and productivity makes this level of traceability essential for protecting brands and enhancing companies’ credibility.

Blood specimen tubes in clinical laboratories are an excellent example of a Traceability 1.0 strategy in use today.
The first stage: Ensuring accuracy at the part level
Tracing individual parts throughout the factory was the first concern that drove companies to implement traceability systems. In the 1970s and ‘80s, driven by consumer needs and industry and governmental standards, retail manufacturers started marking parts with machine-readable information in the form of one-dimensional barcodes to be decoded by laser barcode scanners. As machine vision technology became cheaper and more powerful, smart cameras that were equipped with code-reading algorithms could also perform part tracking.
Traceability 1.0 is about automatically identifying products to improve accuracy and efficiency. Barcodes became—and remain—a necessary element of manufacturing for driving productivity. Later on, eCommerce further drove the need for barcoded products, IT infrastructure and enterprise software to manage data. Current instances of this strategy include Universal Product Codes (UPCs) for retail applications and one-dimensional barcodes on human specimens in clinical laboratory settings.
The second stage: Tracing products throughout the supply chain
Within the factory walls, there are raw materials entering, parts being sorted and assembled, and bins of finished product being stored. From a quality standpoint, it’s important to ensure that the system pulls the right part from the right storage unit. Manufacturers can use barcode reading and vision technology to scan bins, pull parts and even get feedback on the correct next steps to take. Parts can be marked with barcode labels or direct part marks (DPMs). Once in the box, the system can aggregate the data to tie individual part in formation to the lot number.
Traceability 2.0 is about managing inventory to meet the evolving needs of society. Once barcodes started being applied to manufactured items, manufacturers recognized additional uses for them, such as tracking materials within the manufacturing facility, improving inventory visibility throughout the supply chain. As consumers became more quality- and health-conscious and the media became more aggressive in responding to product quality issues, comprehensive tracking from original raw materials to finished products became essential.
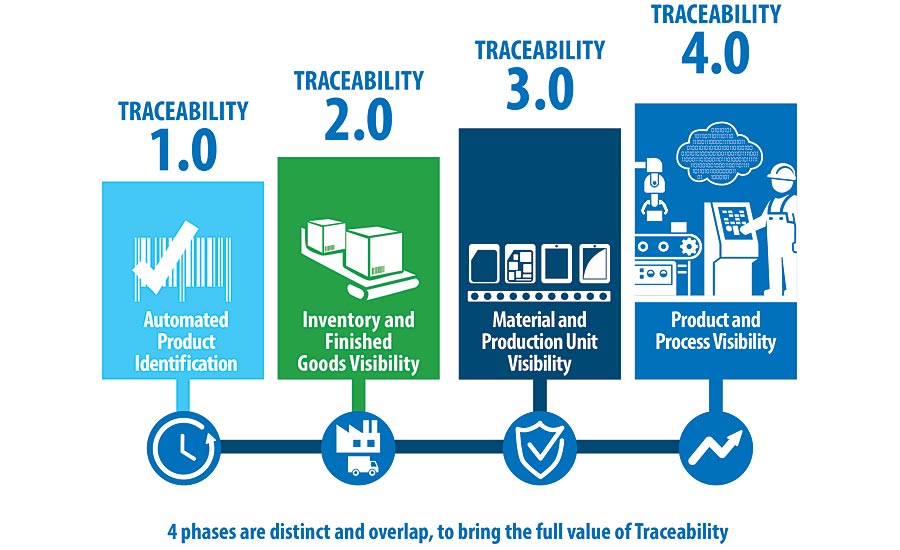
This chart depicts the evolution of traceability as it has expanded from product identification to process optimization and improved product quality.
The third stage: Reactive tracing to address quality and operational issues
Before long, it became possible (and necessary) to collect a broader range of traceability data on products and subcomponents throughout the supply chain—including qualitative data from vision inspections—and tie all this data together. RFID technology provided the ability to both read and write data to tags on WIPs, enabling the recording and archiving of data unique to each processed item.
These developments were facilitated by the evolution of machine vision technology as well as direct part marking, which enabled smaller and more durable symbols to be placed on a wider variety of objects. Today’s vision market offers new smart cameras that specifically address Traceability 3.0 needs with features like higher resolution, faster processing speeds, more onboard memory for adjusting configurations, and the logic that helps verify that the right part is being processed.
Traceability 3.0 is about optimizing manufacturing and supply chain security by focusing on all that’s necessary to build a product: raw material, components and subcomponents, and the finished product with its own serial number. The processes and technologies involved in this stage enable preventive control before an emergency or a quality issue occurs, as subcomponents can each be identified, tracked and inspected before final assembly.
The final stage: Proactive tracing on an all-encompassing scale
With vision technologies performing near-simultaneous identification and inspection tasks, we can see that today’s traceability systems create a web of processes touching all aspects of production. Even machine data comes into play, as manufacturers seek to answer questions on the location of production bottlenecks, the particular machine used to perform an operation on a given product, as well as the time of the operation, the torque applied or the temperature of the machine at the time of operation, and so on.
Traceability 4.0 expands the scope of tracing to incorporate production processes into the wealth of data that already includes raw materials, parts and finished products. It becomes a proactive strategy that can spur innovation in manufacturing operations, rather than simply a system of reactive improvements. Driven by big data, Traceability 4.0 mandates the collection of increasing amounts of information and therefore requires a much higher level of processing power to keep data flowing in real time.
To visualize Traceability 4.0 in operation, imagine a process that involves an inspection step to check for the correct dimensions. If dimensions start to shift, the traceability system can tell the programmable logic controller (PLC) to self-tune. The tethering of real-time, high-speed inspection results to machine, process and WIP data ensures quality product and provides more material for root cause analysis. Thus, Traceability 4.0 helps optimize productivity, quality and safety while protecting brand reputation.

Robust traceability systems are essential for ensuring consumer safety, especially in the pharmaceutical industry.
Using traceability as the foundation for Industry 4.0
The factory of the future will be built upon a robust system of data collection and analysis. Just as Industry 4.0 serves to connect digital and physical technologies to optimize production, Traceability 4.0 uses information gleaned from the resulting cyber-physical system to ensure quality components and end products. We’ll see traceability evolving into an uninterrupted system that comprehensively traces how workers, machinery and WIPs interact in order to hone operations and keep a company’s brand reputation sterling.
To make Traceability 4.0 a reality, customers need to have a clear-cut vision for the future of manufacturing. Conviction of their top executives is also important, as manufacturers must have a deep determination to achieve goals like maintaining or strengthening their competitive advantage or changing their position in the market. For those customers who’ve already developed a basic traceability system, it’s important to help them understand their goals and build upon the platform they already have in place.
With growing capabilities in machine vision, data communication and direct part marking, we have all the tools to start building a true Industry 4.0 traceability solution. The bundling of these technologies into a comprehensive Traceability 4.0 system will help manufacturers raise their quality consciousness and respond to issues in real time. In addition, the aggregation of product, machine and process data provides the raw digital material required to proactively improve manufacturing operations. V&S
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




