The Role of Mechanical Testing in Additive Manufacturing Quality Assurance
Get answers to some of the most commonly asked questions about testing additive products.

Figure 1: An Instron 68TM Testing System with Pneumatic Side Action grips and an AVE2 Video Extensometer. The AVE2 has the capability to perform axial, biaxial, and DIC strain measurements.
Additive manufacturing, also known as 3D printing, is a rapidly growing trend in the manufacturing world. The benefits of additive manufacturing are very attractive, ranging from the ease of implementing design changes to eliminating the need for fasteners and assembly. As the process matures, we are seeing more impressive feats of technology such as large builds being completed in a single production run and components simultaneously being printed from two different materials. However, one top priority which we don’t often hear about is how to assure the quality of the materials and components created through this new process. The new capabilities of additive manufacturing are enticing, but suitable quality assurance is necessary for their ultimate success in the market. This article will focus on answering some of the most commonly asked questions about testing the quality of additive manufactured products.
Are the material properties the same as they were before?
As with any new change in a manufacturing process, the first question is always whether or not the materials produced by the new process are mechanically similar to materials produced by the old process. These properties are assessed with the help of a universal testing machine, which is used during both the research and development and quality assurance phases to ensure that desired standards are being met. When comparing a printed product to a wrought one, there are a few common issues to look out for.
Sometimes printed parts have localized stress concentrations which can cause them to fail prematurely. It is also possible that the test machine grips or fixtures may cause stress concentrations, which we will discuss later. Depending on the post-processing completed on the specimen, you may also see failures that occur because of an irregular edge or in between two layers of material.
Because additive parts tend to be anisotropic, test direction is an important criterion to determine and record. In many cases, testing must be completed in several different directions to determine the correct direction of the material during manufacturing. Because of this, it is crucial to use a strain measurement device to accurately determine the effect that force has on a specimen or component. For example, many laboratories use biaxial extensometers to measure both axial and transverse strain. For tensile and compression tests, this allows the testing system to report Poisson’s ratio. For deeper analysis, digital image correlation (DIC) can be used to generate full field strain and displacement maps which give incredible insight into how the material is deforming when a force is applied. DIC can be imperative to finding where stress concentrations form during the printing process.
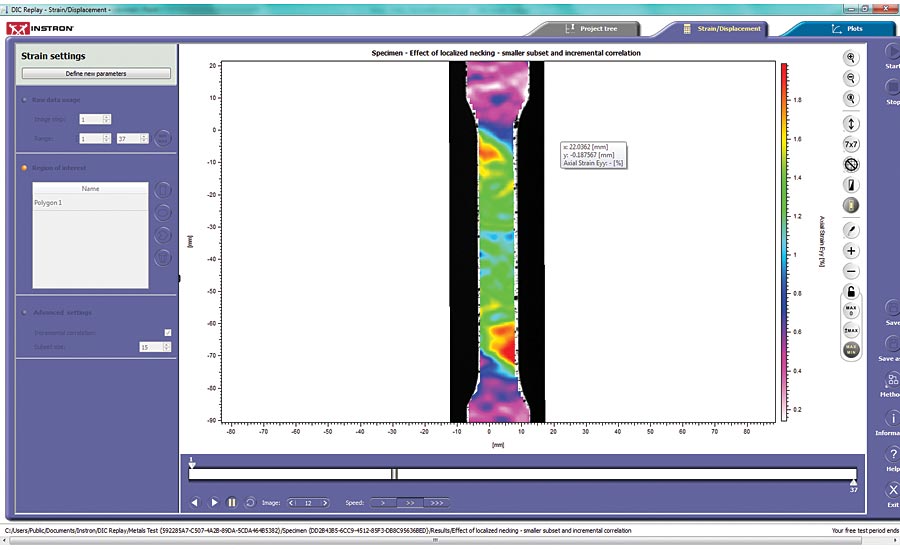
Figure 2: DIC is used with a video extensometer (shown in Figure 1) to track deformation of a specimen while under load. DIC software shows the strain map on a dogbone specimen.
How do I grip or position my specimen or component to get correct results?
The grips or fixtures needed to test wrought or printed specimens will depend on the type of specimen being tested. If performing a tensile test on dogbone shaped specimens, a side action or wedge grip will generally be appropriate (Figure 1 shows side action pneumatic grips). If performing a bend or flex test, a three or four point flexure fixture is the way to go. For components, the fixture choice will largely depend on the property being tested. In simple cases side action grips may be suitable, but for complex components or for companies testing a wide variety of components, a component test plate will offer more flexibility. If you need to test compressive forces at many different points on a component, an automated x-y stage can be used to streamline the test so the operator doesn’t need to keep positioning the component beneath the testing axis.

Figure 3: A component test plate secures a component for a compression test.
For tensile tests, it is important that the specimen fails within the gage length and not near the grip itself. If a specimen is failing at the point of contact with the gripping face, this is an indication of stress concentration. There are various ways of alleviating stress in these cases. With side action grips, different torques or pneumatic pressures can be used to try to reduce stress from the clamping jaw faces. (Whenever possible, make sure to report the torque or pneumatic pressure applied to the specimen to ensure consistency between samples.) Different surface finishes on the jaw faces can also help to reduce stress concentration, but they must be suitable to the material and specimen in question.

Figure 4: A three-point bend fixture with a clip on extensometer to measure flexural modulus.
What if my results are inconsistent?
Inconsistent results are the number one concern for the additive manufacturing community, which has seen a higher variation in results when testing printed specimens compared with wrought ones. In order to alleviate this inconsistency, the trend has been to perform a lot of post processing on the specimens, which is not ideal, or change the specimen geometries and increase the sample size. Results variation can be a hard problem to solve, as the problem may be caused by a number of different elements: the printer being used, the material being used, the post processing, the geometry of the specimen, or the gripping mechanism. Some testing standards (such as ASTM D638) are in the process of being changed to incorporate additively manufactured specimens. Along with standard changes come many round robin tests to ensure that the test procedure will produce results that are comparable across the board.
Currently ASTM D638 is not inclusive of additively manufactured processes, although many in the industry are using this standard as a guideline to test their specimens. When doing so, we suggest the following practices: First, ensure that your specimens are breaking within the gage length. Second, increase your sample size to ensure the variation is within your laboratory’s limits. Finally, test specimens in a variety of print directions and track the direction of each specimen to the testing report.
The benefits of using a process like additive manufacturing are undeniable, but with the benefits come some unique testing challenges. As with any other type of material, the goal is always to assure a quality product that generates repeatable results. With any change in process, especially a step change such as switching to a new technology, questions around quality are bound to rise to the top of the list. If you are struggling with any additional questions regarding the testing of these materials, you can reach out to an applications laboratory for help with your specific situation. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







