Nadcap Nondestructive Testing Special Process Audits: A Perspective
Numerous members of the aerospace industry are involved and provide input.
In aerospace as in many other industries, nondestructive testing (NDT) is the final quality assessment, the final check of a part before it enters into service. Without a quality process and excellent technicians working diligently with a lot of integrity, the parts may just not be of the highest quality and fit for the job.
Enter here one way to ensure a quality inspection process is obtained and maintained: the Nadcap industry-managed NDT audit for aerospace. The Nadcap NDT audit is different than any other NDT audit; to begin with, because it is much more in-depth and looks at every part of the process including qualification/certification, process controls, calibration of equipment, system performance and actual testing of hardware. But that is a bit of a simplification, as to get to an audit many things have happened.
As we previously stated the Nadcap NDT audit is an industry-managed audit; what does this mean? It means simply that numerous members of the aerospace industry are involved and provide input; suppliers or auditees, subscribers, sometimes referred to as primes (the owners of the hardware or engineering authority), PRI staff engineers and PRI auditors. Each one of these groups are represented by NDT experts, many with decades of experience in aerospace and other fields of NDT. These experts are involved in every facet of the program, creating the rules, participating in meetings and creating the audit criteria (checklists).
There are four basic steps in the NDT audit.
- The audit criteria are created by the industry experts, owners of the parts, the engineering authorities, auditees, PRI NDT staff engineers and auditors.
- The audit is requested by an auditee and conducted by one of the auditors, many of whom have spent 40 or more years in NDT, all have an aerospace background, and some have backgrounds in other industries as well.
- Once conducted the audit is turned in electronically in a system created especially for Nadcap called eAuditNet. An NDT staff engineer then reviews the audit for completeness, correctness and addresses any nonconformances written by the auditor with the supplier until fully resolved. The NDT staff engineers currently have over 40 years of experience on average, one with nearly 50 years.
- The final step prior to potential accreditation is for the audit to be submitted to the NDT task group subscribers for review. This step essentially ends a three-tier review process; auditor-staff engineer-subscriber. The subscribers can focus on their own unique issues which, if identified, will be addressed by the staff engineer.
That was a quick synopsis of how the process works but now we would like to take you inside an audit to see the types of issues looked at, reviewed, discussed and written as nonconformances.
Inside the Audit:
The Nadcap audit is probably the most in-depth audit that an auditee will experience. When the auditor arrives at the facility on the first day, there should be an opening meeting with all key personnel in attendance. This is where the scope of the audit will be formally reviewed, along with reiterating audit start times, safety concerns, personnel, and hardware availability, nonconformance explanation, export control disclosures, etc. After the opening meeting, the auditor will generally want a brief tour to see the shop areas applicable to the audit.
The audit will almost always start covering the requirements of the quality system (AC7114), as it pertains to the NDT quality requirements, especially on initial audits.
This portion of the audit will cover requirements such as contract review, internal audits, written practice, personnel qualifications records to include training, experience, examinations, calibration records, etc. The quality system part of the NDT audit is not intended to be a repeat of the auditee’s quality system audit; rather it is intended to look at portions of the quality system as it relates to the NDT process.
As an example, quality system audits will cover the calibration process, but the AC7114 audit criteria will be evaluated by the auditee defining the specific requirements to the equipment/instruments used in NDT.
AC7114 Paragraph 8.1.2 states:
Does the procedure specify the number of points to be checked for each instrument and reference to the accuracy required and the range to be checked?
YES NO
Here the auditor will be looking at the auditee’s procedure(s) to see if the auditee defined these requirements for each instrument in accordance with the standard, customer, and/or specific checklist requirements. These will be specific to each instrument. For instance, when the auditor reviews the procedure for the light meter used to measure white light intensity, the auditor will be looking to see, as a minimum, if the procedure states that it is a digital meter, calibrated semi-annual or annual (depending on the NDT method used) traceable to NIST or other national standards, at a minimum of 3-points to establish linearity (range points defined by auditee), and an accurate requirement of within +/- 5% of the standard reading. If all the items in the questions were defined for each instrument used by the auditee, then the auditor would be able to respond “YES” to the question.
Remember, that there is no way to obtain an NDT Method Nadcap accreditation without also completing the AC7114 portion of the audit.
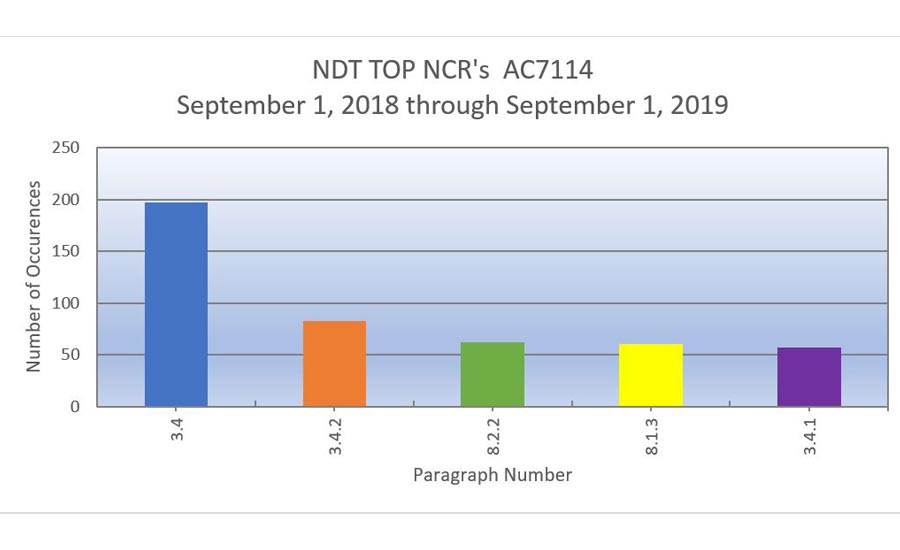
Each year the NDT staff compiles the most common NCRs written to each set of audit criteria. These can be found on eAuditNet.com. Reviewing these should not be ignored when preparing for the audit. Reviewing the Top Conformances chart for the AC7114 Audit Criteria, you can see that the top 5 NCRs are related to the self-audit, and calibration flow-down and procedure requirements.
The next part of the NDT audit is directly related to the NDT method identified within the audit scope. The Nadcap NDT audit criteria are penetrant (AC7114/1), magnetic particle (AC7114/2), ultrasonic (AC7114/3), film radiography (AC7114/4), eddy current (AC7114/5), ultrasonic – rotating components (AC7114/7), remote interpretation of radiographic films & digital images (AC7114/9) and digital radiography utilizing digital detector arrays (DDA) and computed radiography (CR) (AC7114/10).
The NDT method audits are primarily completed in the shop environment. The auditor will review method procedures and work instructions, review materials and equipment, witness process control checks, and witness job audits.
The method procedure and work instruction reviews are to ensure that all requirements (customer and checklist) are defined within the auditee’s procedures. The question below should be stated in the internal procedure as something like, “Evidence from the manufacturer shall be maintained that the UV-A LED light(s) used to operate in the peak wavelength of 365 +/- 5nm.”
UV-A LED Sources
Is there evidence from the manufacture that validates the correct peak wavelength of the output? Compliance assessment guidelines: The peak output wavelength shall be 365 +/- 5nm NA is only to be used where LED sources are not available for use.
SECTION NA
YES NO
There are two ways to receive an NCR from this question. The first way would be not to have the requirement defined within the auditee’s internal procedure, and the second way would be not to have the evidence from the manufacturer which states that the LED light operates at a peak wavelength of 365 +/- 5nm. When arriving at the shop floor, the auditor will be looking at the facility environment, process controls, and job audits.
The shop environment is important as the auditor will be looking for things that could contaminate or have detrimental effects on the quality of the process. Perhaps fluorescent contamination in the penetrant evaluation area, loose particulate in UT immersion tanks, or dust, liquids, fluctuations in temperature and humidity, etc. in radiographic interpretation areas.
In the AC7114/10 audit criteria the questions states:
Are fluctuations in temperature and humidity controlled to prevent detrimental effects on equipment operation or image quality?
YES NO
If the auditee is not complying with the manufacturer’s or subscriber’s requirements of temperature and humidity or if the auditor has the auditee verify the temperature and humidity because the auditor suspects that it is out of range, and it is found not to meet the agreed upon procedure requirements, then an NCR will be written.
Most of the process control checks will require a demonstration by the auditee to the applicable auditee’s procedure(s). So, it is ensured that the procedures are written where the inspectors/technicians can follow them. This is especially true in digital and computed radiography. Because the process is emerging, the auditee’s procedures are often written less like a work instruction for the technician and more like an encyclopedia of terms and conditions. This makes it difficult for the technician to follow when demonstrating the checks to the auditor.
One of the most common NCRs for DDA/CR is that the technician did not demonstrate one or more of the process control checks correctly. Even if the system is set up to automatically accept/reject the check the procedure should define what the technician should look for in the software-driven data report.
One DDA question asks:
Does the written procedure, address the following information as a minimum?
That that detector shall be recailbrated in the event that non-uniformities or artifacts appeared in the image that exceeds the limits of the bad pixel list or map?
YES NO
The procedure should (1) clearly state this requirement, (2) the procedure should clearly state the limits, (3) the procedure should give the technician instructions on how to recalibrate the detector if the requirements are exceeded, (4) state what to do with hardware that went through the system after the last successful check.
Another example is for the CR laser beam jitter check:
Does the written procedure, address the following information as a minimum?
The laser beam jitter check ultilizing the appropriate region or target in the image of the phantom?
YES NO
The procedure should define what position on the phantom is used to perform the check. What are the magnification requirements? Does the T-target have to fit on the monitor, or can it be viewed some portion at a time? What’s good and/or bad? Remember, that procedures with photos are priceless for the technician during an audit. After the applicable process control checks are demonstrated the auditor will witness actual job audits being completed (three are required).
The auditor will review all the job documentation including traceability to everything from the purchase order, drawing, work instruction, travelers, specifications, procedures to the actual acceptance report and/or the final hardware acceptance buy-off.
The idea is that the auditor will be witnessing the job in the same manner that it would be performed if the auditor was not present. Nothing should be different or changed for the auditor.
Again, using DDA/CR as an example, the auditor will look to ensure that part setup, and exposure is as defined by the technique/procedure.
Part Setup and Exposure
Compliance Assessment Guidance: The Auditor shall verify compliance to each of these requirements by direct obervation.
YES NO
To meet compliance, the auditee will demonstrate that the correct detector/IP was used; the detector/IP was handled correctly; parts were positioned correctly in front of the detector/IP; identifiers were utilized as defined; the correct exposure parameters were used; the proper IQI or RQI was used; scatter was monitored; CR processing times were correct; etc. The detail that is involved with just the setup and exposure should be evident. This does not even include “viewing parameters.”
But this should not scare the auditee; because to reiterate, a Nadcap accreditation means that the NDT special process has met the quality and excellence of an industry-managed program.
This was an in-depth example of what happens during an audit, the next area would be a look at an auditee’s responses to findings with the Nadcap NDT staff engineer. But that is for another article. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



