Keeping Up with Additive Manufacturing
AM production enables the creation of parts not possible with traditional technologies through new design concepts, new materials, and new applications, but still presents challenges.
Additive manufacturing (AM) technologies continuously blaze the trail of what’s possible for part design. As such, reliably and accurately inspecting the latest parts has become increasingly complex.
“Complex internal features are the hallmark of additive manufacturing,” says Rob Glassburn, 3D Engineering Solutions VP of operations. “By easing some design restrictions, the inspection becomes more complicated.”
Destructive inspection methods—which have historically been needed to analyze these complicated structures—irrevocably damage expensive parts. They also cause other issues, says Glassburn.
“The issue with destructive methods, aside from losing the expensive parts themselves, is that stresses are also released as you cut into these parts,” he says. “So, the measured features can change in size when sectioned.”
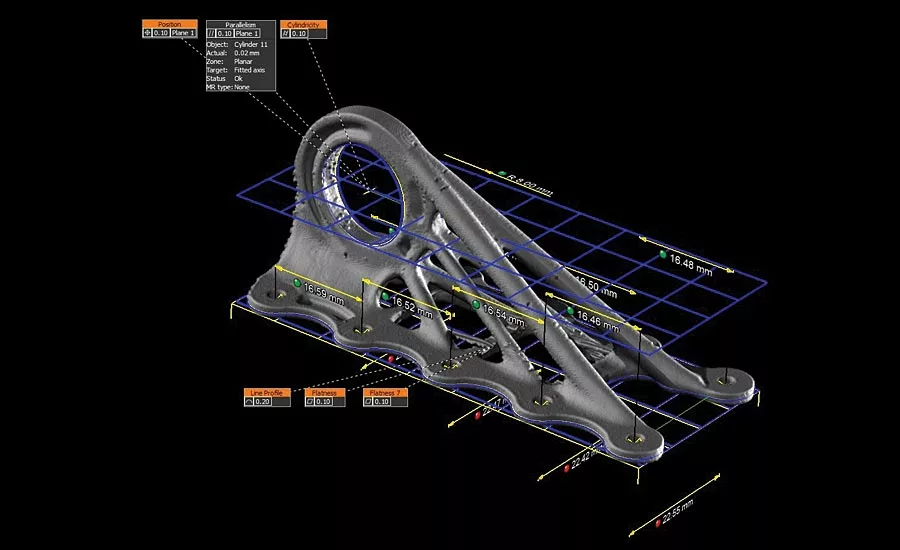
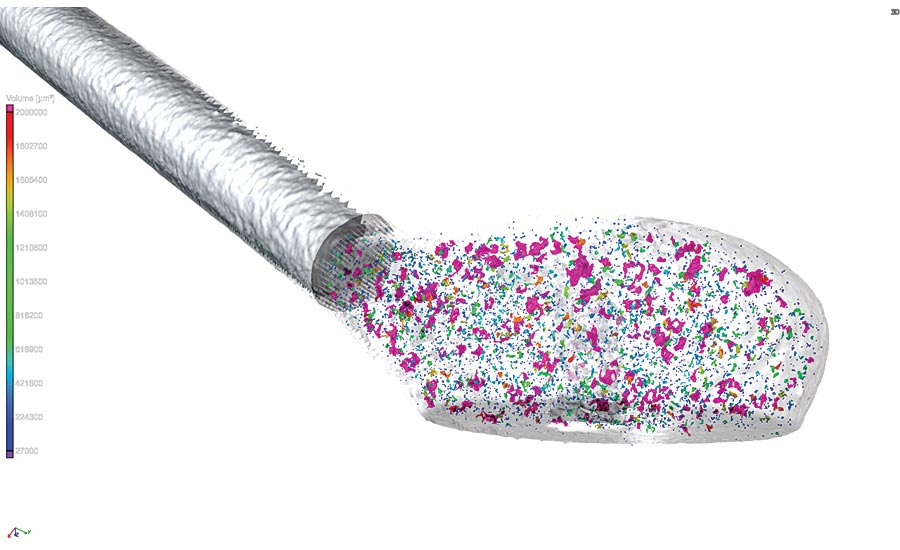
The preferred way to ensure the quality and integrity of the parts is to use industrial computed tomography (CT) scanning, he says, which enables operators to nondestructively visualize all internal structures as well as any internal defects such as trapped powder, delamination, inclusions (from contaminated powder) and any gas porosity from the process. This method of measuring the internal features of AM parts can be combined with traditional inspection methods, he says, such as CMM (when physical contact is allowed with the part), structured light scanning or laser scanning.
“Often, these traditional methods are used to verify and validate the CT scan dimensional scaling when non-metrology grade CT scanning is employed,” he says.
As AM technologies continue to advance and mature, the inspection methods for these unique and complex shapes should change as well.
Application, technology and industry each dictate different combinations of inspection methods, says Philip Sperling, product manager, additive manufacturing, Volume Graphics GmbH.
“While printing complex geometries is simple, the changes these processes make to the underlying microstructure of the material are very complex,” he says. “In the R&D phase, manufacturers need deeper insight into how changes to process parameters affect the part quality so they can refine their processes and validate their simulation tools to iron out issues.”
In this phase, volumetric inspection methods with a high level of detail, such as X-ray based CT, enable a shorter R&D phases and reduce the time to production ramp-up, he says.
“3-D optical metrology systems are ideal for the efficient monitoring of production quality trends, with the addition of CT sampling to understand why defects occur,” he adds. “CT scanning is invaluable for isolating the root cause of negative trends like increased defects in a series of printed parts that are caused by fluctuations in powder quality.”
Skilled operators
While CT scanning, traditional CMM, structured light and laser scanning are all important methods for AM inspection, Glassburn says, so are qualified staff who are familiar with each of these methods.
“Anyone can be taught to operate this equipment, but it takes a well-trained metrologist to understand the data and the characteristic anomalies that can happen with these data types,” he says.
This is particularly pressing within aerospace, he says, because the field requires NAS410 CT qualified staff to evaluate their production components.
“There are few Level 3 certified staff available for CT to qualify younger staff,” Glassburn says. “With the explosion of CT scanning, which is partially due to AM, the availability of qualified high-level staff lags behind the demand.”
Partnering for success
AM production enables the creation of parts not possible with traditional technologies through new design concepts, new materials, and new applications, but still presents challenges.
Manufacturers are seeing that as they adopt AM, they’ll need to change the way they do inspection, says Mike Tsang, senior product manager, 3D Systems.
“With the variety of different materials, 3-D printing technologies, and applications, we can’t simply use the same inspection tools for determining the root cause of failures. Nor can we expect that an inspection strategy for one application will be suitable for another application with its own purpose, materials, and 3-D printing technology,” he says.
To ensure additive quality, manufacturers should partner with companies whose solutions are designed for the additive process and can provide actionable information on how to identify and correct AM-related problems, he says.
“Otherwise, [AM manufacturers will] need to create inspection strategies for each specific workflow, which imposes the risk of not being scalable, and not adaptable as additive technologies and materials continue to improve,” he says.
AM trends
Generally, AM processes face similar problems as other manufacturing methods — mainly, repeatability and quality control issues, experts say.
This is especially true for heat treatments, such as metal 3-D printing, says Simon Côté, project manager, Creaform.
“Parts can deform and dimensions can change during the manufacturing process,” he says. “Deformations are not always stable and do not always occur at the same location and with the same amplitude. Since part-to-part deviations are different, difficult to predict, and non-linear, inspection is required to better understand the AM process and to ensure that it delivers compliant parts continuously.”
AM inspection is still in the early stages of building trust through its capabilities, but it’s growing rapidly, says Tsang.
“Customers are coming to us with really great and challenging questions when it comes to inspecting additive parts—well beyond first article inspection and validating lattice or topology optimized designs,” he says. “It’s a clear indication that companies not only see the benefits of AM but are actively figuring out how to integrate it into their production workflows.”
AM is a digital-native production method, Sperling says.
“There’s a well-known saying in the industry [that] ‘AM is printing data’ and it’s very apt,” he says. “Because AM generates massive amounts of data throughout design, production and inspection, there is a strong mandate to build on this data-driven approach to improve the whole manufacturing process from concept to product.”
Advanced manufacturers are preparing to move from trials to serial production with higher part volumes, Sperling says, and are therefore adopting new inspection procedures and automation methods.
“We are also working with our Hexagon colleagues to connect processes from computer aided engineering, manufacturing simulation, production software to metrology to apply feedback loops and analytics to AM so that new part designs can be manufactured more quickly and more consistently,” he says.
How AM quality methods have shifted
Mature AM technologies, such as laser or electron beam powder bed fusion, have evolved from prototype and R&D projects into medium-sized serial production, says Sperling. On the shop floor, this shift to serial production demands a different approach to quality inspection that focuses more on spotting trends rather than inspecting single defects or measurement features, he says.
Glassburn says that industrial CT scanning has changed.
“There is a move to metrology grade CT scanning instead of visualization only scanning,” he says. “Early on, just being able to identify internal defects was sufficient. Now that AM manufacturers have developed experience with what is possible with CT scanning, they are asking for traceable dimensional inspections using CT scanning.”
Tsang notices new standards, workflows, and methodologies that take into account the challenges manufacturers are seeing as they use AM.
“Inspection equipment and inspection software are also becoming more accessible,” he says. “Parts are being inspected multiple times throughout the process, and by people outside of the metrology labs.”
Côté says that AM has decentralized the field of manufacturing.
“A part does not need to be manufactured in a special factory located in a specific country anymore,” he says. “AM brings more flexibility, offering the possibility of manufacturing parts locally.” Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




