NDT | XRF
How to Measure Metal Coating Thickness Using Handheld X-ray Fluorescence Analyzers
Handheld XRF is an indispensable tool in quality assurance that provides multiple benefits.
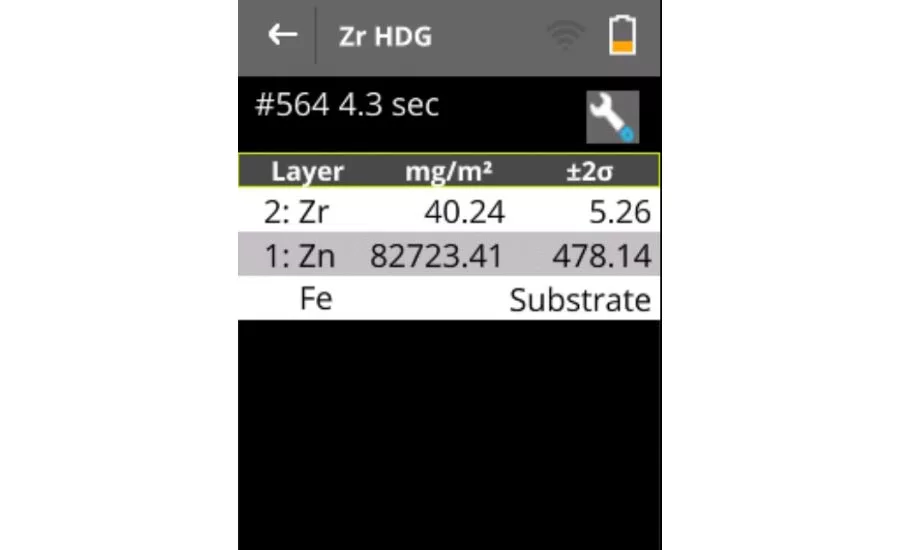
A2: Results of analysis for a sample with Zirconium over galvanized steel. Lab value for Zr: 38 mg/m2. Nominal Zn value: ca. 80 g/m2. Image source: Thermo Fisher Scientific

XL5 Right with results. Image source: Thermo Fisher Scientific

Using Handheld X-ray Fluorescence Analyzers. Image source: Thermo Fisher Scientific
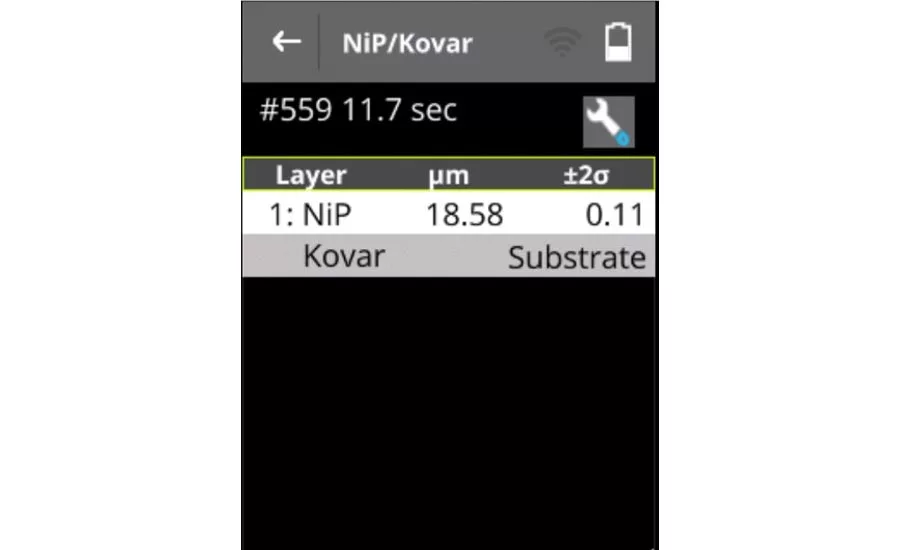
B: Results of analysis for a sample with 20µm NiP coating over Kovar (29%Ni%,17%Co, Balance Fe) substrate. Image source: Thermo Fisher Scientific

XL5 Left with screen. Image source: Thermo Fisher Scientific
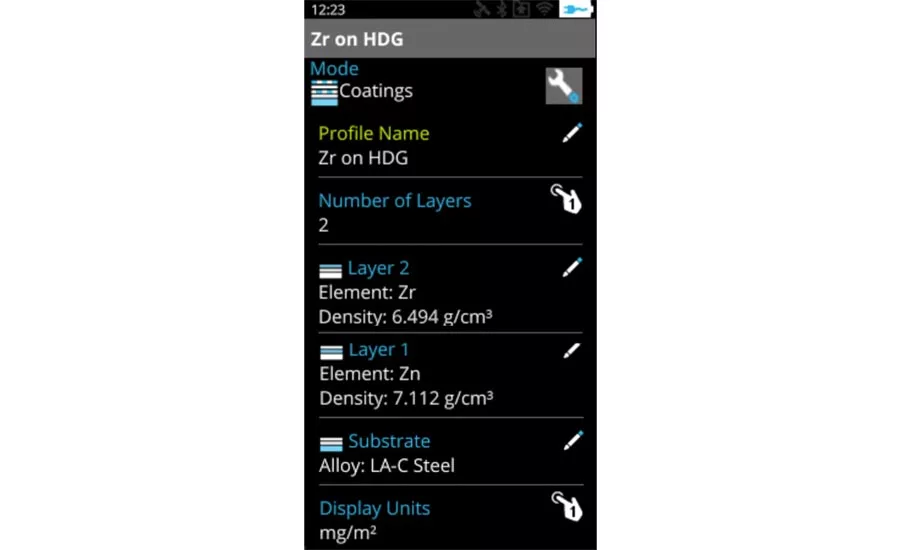
A1: Defining sample parameters. Entry of composition of substrate and coating layers. Image source: Thermo Fisher Scientific
Metal coatings are very commonly used in metal fabrication for decorative purposes or to enhance physical or chemical properties of metal made item surfaces. Metal coatings can be applied to enhance corrosion resistance, wear resistance, heat resistance, electrical conductivity, adhesion, solderability, and lubricity of metals. While over-coating significantly increases the cost of manufacturing, under-coating can cause product failure. To avoid these setbacks, controlling the coat weight or coating thickness is critical in metal finishing, fabrication, automotive, and aerospace industries to ensure components have the correct properties and optimize the cost of production at the same time.
NDT TECHNOLOGIES FOR COATING THICKNESS MEASUREMENTS
Numerous nondestructive testing technologies are available to measure the thickness of metal coatings at-line for quality control. These technologies are typically used at metal finishing companies or during the inspection process of raw material in industries using coated metals. While magnetic pull-off and magnetic induction gages measure non-magnetic coatings over iron and steel, eddy current gages measure the thickness of non-conductive coatings, generally paint, over non-magnetic substrates. In contrast, micro-resistance and ultrasound gages are suitable to measure the thickness of metal coatings over nonmetallic substrates [1]. Moreover, beta particle backscatter, a technology employing radioactive isotope, can measure thickness of metal layers over a substrate, provided the substrate and the coating layer have sufficiently different atomic number or density [1].
Another useful technology to measure the thickness of metal layers is X-ray fluorescence (XRF) spectrometry. The XRF method is based on the irradiation of a specimen using an X-ray tube and the measurement of the emitted X-ray characteristic from elements contained in the coating layers and the substrate. Because of the specificity of the measured signals for each element, XRF is suitable to measure the thickness in single and multiple layers of metal coatings over any type of substrate, making XRF more versatile than the other technologies. XRF can measure elements from magnesium to bismuth. The main limitation of XRF is related to the thickness measurement of non-metal coatings like paint, which makes magnetic or eddy current gages more adequate for these measurements. Still, XRF is capable of measuring the weight or the thickness of significantly thin coating layers of few atomic layers up to the so-called saturation thickness (typically in the range of 6 to 60 µm), depending on the density, the average atomic number of the coating layer, and the energy of the emitted lines used.
In the past, XRF has been used to measure coating thickness using stationary or benchtop instruments. However, the specimen must be brought inside or close to the analyzer chamber for analysis using stationary XRF methods, making measuring coating thickness on large and heavy parts unpractical without cutting samples. Now, this limitation can be overcome using handheld XRF analyzers, a well-established technology for metal and alloy identification.
CALIBRATION METHODOLOGIES
One of the key points of traditional and handheld XRF is the calibration approach used. In XRF technology, both metal substrate and metal coating layer produce characteristic signals. The thickness of layers can be determined either from the absorption of signal coming from the substrate or from the emission of the different coating layers [2,3]. A possible approach is developing empirical calibration models. For this purpose, one must establish a model between the analytical signals and the thickness or the coat weight of analytical calibration standards or previously characterized reference samples. The mathematics can be very simple for monolayer coatings but becomes more complex with multiple layers requiring the use of non-linear models. For multi-layer coating systems, many standards are needed that may not be available and easy to produce.
Modern instruments use the standardless fundamental parameter calibration that uses a theoretical mode. In this case, an algorithm uses physical constants to model in an iterative way the physical properties of the sample from the spectral data. This type of algorithm can handle complex multilayer coatings and substrate of different composition. The “standardless” name stems from the user’s ability to perform measurements without need of analytical calibration standards. However, it is recommended to use such standards to verify the accuracy of the instrument and apply corrections to improve accuracy as needed [2,3]. Nonetheless, the number of standards required is generally much lower than for empirical calibration models.
EXAMPLES
Although the fundamental parameter approach is versatile, it is required to know and define the composition of the substrate, the sequence, and composition of layers before performing the analysis. Data can be entered via the user interface of the instrument, as is shown in the example of figure A.1. In this first example, the substrate is made of a low alloy steel, the first layer is made of zinc and the second is a thin layer of zirconium. This type of galvanized steel coated with zirconium is used among others for car body panels. The layer of zinc prevents the oxidation of steel, while the layer containing zirconium further increases corrosion resistance and ensures better paint adhesion.
Next, one measurement was carried out without previously measuring any calibration standards. The results of analysis for the layers of zirconium (Zr: 40 mg/m2 ) and zinc (Zn:82723 mg/m2) match well respectively with the value determined using laboratory techniques for Zr (38 mg/m2) and the expected value for Zn (80000 mg/m2) as it can be seen in figure A2. The accuracy could possibly be improved further based on type standardization, by empirically adjusting the response of the analyzer to the known values of analytical calibration standards if deemed necessary.
Finally, another example of how fundamental parameter calibration can handle the analysis of a complex coatings system is outlined. The substrate is made of Kovar, an alloy that has a coefficient of expansion similar to glass which is used for glass sealing in microwaves, power or X-ray tubes. The Kovar alloy is coated with electroless nickel plating, an alloy made of nickel and phosphorous that provides substantial corrosion and wear protection. The system is complex for two reasons: the substrate and the coating are not simple metals but alloys and both also contain nickel at high concentrations. Despite this complexity, advanced fundamental parameter algorithm can work both in emission (the signal of the coating layer measured) and in absorption (the signal coming from the layer beneath or the substrate measured to calculate the attenuation caused by the layer above) and accurately determine the thickness of electroless nickel over Kovar (18.6 µm vs. 20 µm) as shown in figure B. Also, the results were obtained without previously measuring any calibration standards and may potentially be improved via type standardization.
CONCLUSION
Handheld XRF helps metal finishing businesses, and all other industries using metals, ensure metal coat weight or coating thickness specifications are met. Operators can perform analysis according to international methods such as ISO 3497 [2] and ASTM B568 [3]. Handheld XRF is an indispensable tool in quality assurance and quality control that provides multiple benefits including:
- Verification of alloy grade and composition of incoming material, aside from coating
- Optimization of production costs and minimization of product failures
- Coatings that are too thin can result in poor corrosion resistance
- Coatings that are too thick lose money by using more product than necessary
- Nondestructive analysis avoids cutting and damaging high-value product
- Improvement of quality by ensuring consistent coating across a product via multiple measurements
- Fast turnaround with real-time results and no sample preparation
- Generation of reports and certificates for quality assurance
S. Piorek, Coatings, Paint and Thin Film Deposits, Chapter 4 in Portable X-ray Fluorescence Spectrometry Capabilities for In Situ Analysis, Edited by Philip Potts and Margaret West, RSC Publishing 2008
ISO 3497-2000-Measurements of coating thickness – X-ray spectrometric methods.
ASTM B568-98 (2009) Standard Test Method for Measurement of Coating Thickness by X-Ray Spectrometry.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




