Quality Measurement: Effects of Screw-Thread Geometry
 The screw thread is a fundamental member of technical products from medical devices to space vehicles. With roots dating back to ancient civilization, its continuing presence in the products of this century gives strong evidence of the mechanical efficiency of well-made machine screw threads.
The screw thread is a fundamental member of technical products from medical devices to space vehicles. With roots dating back to ancient civilization, its continuing presence in the products of this century gives strong evidence of the mechanical efficiency of well-made machine screw threads.
Screw threads work as a set but are usually manufactured separately. This can cause a natural concentration on the internally or externally threaded component, depending on a manufacturer's interest and involvement. The engagement of the external and internal thread is the important factor in understanding screw thread operation.
Correctly controlled, screw threads provide a set of pressure contact areas along the pressure flanks of the screw thread. The screw thread geometry can by definition and practice take a wide range of geometric forms. Some screw thread forms that are used, along with their geometric forms are:
• UNIFIED
60-degree included angle between leading and trailing flanks
• ACME
29-degree included angle between leading and trailing flanks
• BUTTRESS
One 7-degree and one 45-degree flank angle
• SPACED THREADS
Angles smaller than standard thread forms; lead angles greater than standard thread sizes
By far, the 60-degree included angle, unified screw thread is the most widely used thread form. It is used in both inch and metric sizes from nominal diameters to sizes suitable for super sized structures.

|
| A universally accepted thread measurement technique is known as measurement over wires. By knowing the nominal diameter and thread pitch, a best wire diameter is selected to measure the thread section over the wires. From this measurement, the wire constant from the best wire diameter is subtracted from the readings. This technique is shown on the internal thread using the wire transfer method. Source: The Johnson Gage Co. |
Internal unified thread
Let's look at an internal unified thread with the goal of understanding its geometric factors. Notice in the drawing, "Internal Unified Thread," that much of the thread geometry can be equated to thread height (H) and thread pitch (P), regardless of thread size. The distance from maximum major diameter to maximum major diameter is the nominal diameter. In the example, this is for a 0.7500-10 UNC (unified coarse) 2B internal thread. The theoretical height of this thread is H = 0.866/n, with n being the threads per inch.
Of importance for the thread's function is the height above and below the pitch cylinder. It is defined geometrically as that radial location whose distance across the grooves is mathematically equal to the distance across the ridges. Intuitively, one tends to think that the radial distance outward from the pitch cylinder diameter to the specific major diameter also is mathematically equal to the radial distance inward from the pitch cylinder to the minor diameter; it is not.
For unified threads, except in UNJ profile threads, the distances are 3⁄8 H and 1⁄4 H. Looking longitudinally along the thread axis, P is the pitch. Thread pitch is defined as the distance from any point on the thread to the identical point on the adjacent thread. This is dependent on the thread lead angle running true per specification. The 0.750 10-thread example has a lead angle of 2 degrees 39.6 minutes, ±50 minutes.
Continuing the examination of the thread geometry, the flat, or truncation, at the minor diameter of the internal thread is 1⁄4 P. Note: it increases to 5⁄16 P on the UNJ internal thread for external thread root radius clearance. On the internal thread, major diameter width is 0.125 P. Geometric internal thread factors, or components, include:
- Leading-flank angle
- Trailing-flank angle
- Pitch-cylinder diameter
- Major diameter
- Minor diameter
- Lead angle
- Helix angle
- Pitch
- Threads per inch
- Length of engagement
- Centerline or thread axis
Because a real thread is 3-D, roundness and circularity also are included.
Measuring internal threads
How is an internal thread measured? Basic metrology says to base measurements on known standards. Nationally, with NIST and international agreements through ISO, industry employs known lengths and rounds as measurement standards.
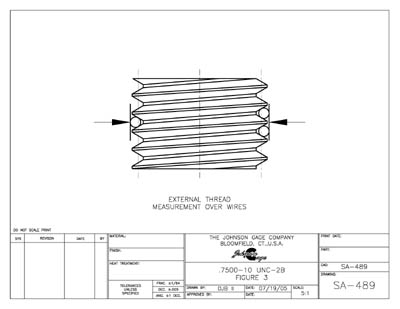
A universally accepted thread measurement technique is known as measurement over wires (MOW). By knowing the nominal diameter and thread pitch, a best wire diameter is selected to measure the thread section over the wires. From this measurement, the wire constant from the best wire diameter is subtracted from the readings.
|
| The more direct measurement over wires technique for external machine screw threads is accurate for gage threads where angles, lead and roundness are all to gage tolerance. Source: The Johnson Gage Co. |
This control allows well internal thread flanks to be available for work with the external threads.

|
| Consider the mating 0.7500-10 UNC-3A external thread. As a quality goal, when it is installed in the best quality internal thread, the manufacturer is aiming at pressure flank contact areas that appear as the thread engagement. Source: The Johnson Gage Co. |
The more direct MOW technique for the external machine screw threads is accurate for gage threads where angles, lead and roundness are all to gage tolerance. It is not recommended that mechanical fasteners and component threads be measured by the use of wires, as they are made to a lesser degree of accuracy than gage threads.
In appendix A4 of the 1969 Federal Handbook H28, Screw-Thread Standards for Federal Services, Methods of Wire Measurement of Pitch Diameter of 60 Degree Threads, wires are not recommended for mechanical fasteners and components because of their lesser accuracy than gage threads. From a practical standpoint, measurement of a screw thread's pitch diameter is of interest. It is the fit of the trailing, or pressure flanks, which provide the area to carry mechanical load in most threaded component assemblies.
The quality goal of many inspection and quality assurance personnel is on the conformance of the threaded component with a screw thread standard such as ANSI B1.1 or AS 8879C. With a view toward more reliable and higher-quality threaded assemblies, a more customer-focused goal is to inspect for the thread form and its effect on engaged thread contact surfaces. The differential measurement between pitch diameter and functional diameter helps accomplish this goal.
In manufacturing practice, the 0.7500-10 screw thread will have allowable variations in both lead and flank angle that provide room for manufacturing process variation within controlled limits, while providing conforming thread geometry. Both lead and flank variation are equivalent to an increase in functional diameter.
Similarly, the roundness of the thread geometry is permitted to vary for process control purposes within controlled limits. Each individual pitch of thread also has a dimensional profile. By measuring the functional diameter of the internal thread and comparing it with the pitch diameter, the sum of this geometric variation can be accurately estimated and controlled.
|
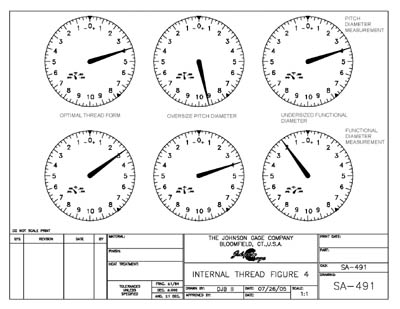
| This is an example of an ANSI System 22 measurement of a sample internal thread at various dimensional positions for pitch and functional diameters. Source: The Johnson Gage Co. |
Now consider the mating 0.7500-10 UNC-3A external thread. As a quality goal, when it is installed in the best quality internal thread, the manufacturer is aiming at pressure flank contact areas that appear as the thread engagement.
|
| Internal thread indicated readings, pitch diameter and functional diameter thread readings, along with the indicated readings, are shown. Source: The Johnson Gage Co. |
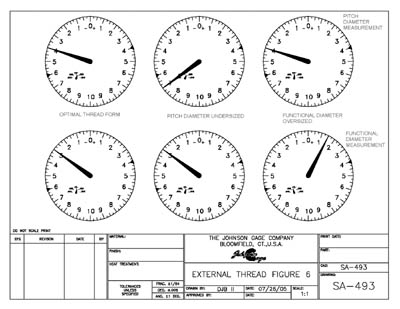
ANSI System 22 provides the same technique for measuring the external thread geometry. Again, the differential between functional and pitch diameter gives an efficient view of thread variation. For the external thread, express the measurement relationship as:
Functional Diameter = Pitch Diameter + Sum of Geometric Thread Variation
Once again, if the targeted goal of external thread pitch and functional diameters is reached within tolerance with a well controlled thread geometry as indicated by the PD/FD differential value, service screw thread geometry will be provided that is of high value for the manufacturer. A look at the strength equations found in the appendixes of ANSI B1.1 and H28, as well as numerous mechanics texts, show the critical influence correct pitch diameter exerts.
With regard to differential thread analysis, the Taylor Principle states:
"The maximum material limits of as many related elements or dimensions as practicable should be incorporated in the go gage, whereas the minimum material limit of each related element or dimension may be gaged only by individual minimum material limit gages or gaging methods."
For screw threads of all types, system 22 thread measurement has the following advantages:
- Providing numeric indication of screw thread geometry.
- The indicated values efficiently differentiate service quality.
- It is usually more time efficient to engage single element and functional variables gage elements than thread on or in a go thread ring or plug, and attempt the no go members.
- Single-element pitch diameter elements are not confounded by out-of-round, lead or angle variations. True minimum material condition is indicated where it is located on the screw thread, consistent with The Taylor Principle. Q
Jim Speck, P.E., is a sales engineer for The Johnson Gage Co. (Bloomfield, CT). For more information, e-mail [email protected] or visit www.johnsongage.com.
Quality Tech tips
- Screw threads work as a set but are usually manufactured separately. This can cause a natural concentration on the internally, or externally threaded component.
- The engagement of the external and internal thread is the important factor in understanding screw thread operation.
- To measure an internal thread, basic metrology says to base measurements on known standards.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




