Quality Test & Inspection: The Pulse of Tightening
Simple in concept, correctly tightening the ubiquitous threaded fastener turns out to be a complex process.

Assembly with threaded fasteners is an essential element of modern industrial production, and bolts are among the most common used types of threaded fasteners. Bolts, like all threaded fasteners, are ideal for recycling and conform to standard safety practices. Because bolted joints are widely used, their economic importance cannot be overstated.
The principles of bolted joints, and the commonly used methods of controlling the tightening process, are deceptively simple. A bolt is just a threaded fastener with a thread that does not extend all the way to the head, designed for use with a nut. But tightening the bolt correctly is a complex undertaking that requires understanding the characteristics of the bolted joint and the various tightening methods. Without a working load, the bolt is merely a clamping device.
In a bolted joint, the parts are clamped in place between the bolt and nut. The bolt preload is equal but opposite to the preload of the clamped parts. In the assembled state without an external load, the assembly preload is equal to the bolt force. The assembly preload in the clamped parts is equal to the clamp force.
Bolted Joint Basics
In a bolted joint without applied force, that is, with no external load, the effect of the assembly preload is extended as the bolt is tightened, producing a clamp force and compressing the clamped parts. The small cross section of the bolt causes further extension because joint compression of the clamped parts is less than the bolt extension. Bolt extension occurs when assembly preload is applied.
Tensile forces compress clamped parts. When an external tensile force is applied to the bolted joint it reduces the clamp force caused by the bolt preload and applies an additional force to the bolt itself. The external force acts through the joint material and then subsequently on the bolt. As a result, the bolt is further extended and compression is reduced. The load on the bolt cannot be added without decreasing the clamp force acting on the joint. Therefore, a bolted joint must be designed to retain sufficient residual clamp force. Otherwise the joint may loosen.
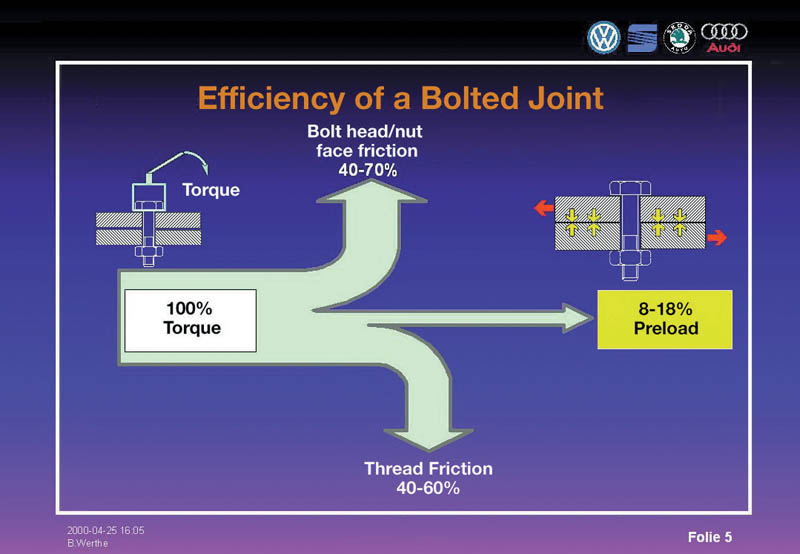
Preload is the main factor for a securely bolted joint and different preloads can be produced for any bolted joint. However, in most cases preload can only be measured under laboratory conditions. Therefore, it is necessary to fall back on tightening torque to define and test bolted joints.
A bolted joint is said to relax when the original clamp force value drops to a lesser value over a certain period of time. Relaxation can affect preload. It is caused by elastic yielding of the joined materials under the bolt head and in the parting line. Gaskets, coatings, paint and wax often cause relaxation. Poor joint design can also contribute to relaxation, if the material is exposed to pressure at the contact area.
If several bolts of the same size are tightened by the same method, there will be variations in the preload caused mainly by variations in friction in the thread and under the bolt head and nut faces, thread form and pitch, surface flatness and operator technique. For any particular tightening method, there will be a maximum and a minimum anticipated preload for a given a set of conditions.
The tightening factor is a measure of the scatter in bolt preload as a function of the method used to tighten the fastener. The tightening factor is defined as the ratio of maximum bolt preload to minimum bolt preload anticipated for a specific tightening method. The tightening factor offers a systematic method for evaluating different fastening methods and their accuracy. The maximum preload must not lead to joint failure, such as a bolt fracture, while the minimum preload must ensure that the bolted joint does not loosen. An increasing tightening factor indicates that a bolt with a larger cross section must be used at the same minimum preload.
The primary purpose of a bolted joint is to prevent gaps, to establish a seal or to provide frictional grip. This is achieved when a clamping force greater than the applied working load is created. Measuring the clamping force is technically possible by using a load cell under the bolt head, measuring bolt elongation with a strain gage, detecting ultrasonic interference or using a central gage pin slipped down a hole drilled inside the bolt. However, these methods are time-consuming and expensive, and can only be justified in special cases. When tightening bolted joints in actual production, selecting easily measurable values of torque, angle of rotation or yield offers a more effective approach.
Torque Control
Torque, measured through a torsion shaft, is the most readily accessible and measurable value in threaded fastener joining technology. The preload produced by a torque-controlled tightening process depends on the friction scatter under the bolt head, friction scatter on the thread and torque scatter of the fastening tool.
Torque can be limited by a shut-
off clutch on manual tightening tools, by air pressure on air shut-off tools and by turning off the electric power to the motor on electric tools. Tools equipped with sensors and electronic controls can easily control torque scatter.
An additional benefit is the ability to monitor joint friction through angle detection. Rundown results displayed within a range specified by torque and angle limits can ensure that the clamping force of a joint only scatters within allowable limits.
Torque-controlled fastening is suitable in those applications for which a permissible clamping force scatter can be projected in the joint design. The advantages of torque-controlled fastening are that torque is easy to measure and control, the tools are relatively inexpensive and torque can be confirmed by examination after tightening. The principal disadvantage is that the tightening factor depends on the particular tool and torque monitoring process used.
Angle Control
Angle-controlled tightening requires a fastening tool equipped with angle and torque sensors and the necessary electronic controls. Undercut fasteners with at least three threads and shank extension fasteners are recommended for best results using this method. In angle-
controlled tightening, the bolt is stretched beyond its yield point into the flat segment of its stress-strain characteristic curve. The required angle at a given threshold moment is established by calculation or experimentation. The preload attained by this process depends on the stress area, clamping length, thread friction and fastener strength, but is independent of scatter in torque and head friction. The greater plastic elongation in this fastening method generally rules out repeated application of the fastener. Reapplication is permitted only under limited and restricted conditions.
Angle-controlled tightening can be applied wherever the bolt is the weakest element of the joint. Permanent deformation occurs in the free, non-tensioned thread or in the shank. The principal advantage of angle-controlled fastening is its relatively constant clamping force, generally independent of friction and torque scatter. It also is easy to reproduce in a workshop or during service. The extensive measuring required is a disadvantage, as is the requirement for the fastening tool to be equipped with both torque and angle sensors. Greater tool capacity also is required, and the limited reapplication of fasteners must be taken into account.
Yield Control
In yield-controlled fastening, torque increase is constantly calculated by means of a fixed-angle increment while the bolt is being tightened. As long as Hooke's Law is obeyed, the moment slope is constant. After the limit of proportionality of the bolt material is exceeded, the moment slope over the angle increment decreases. Yield-controlled tightening allows the fastener to be extended to its precise yield point. Thus, a constant clamping force can be developed that is independent of friction and moment scatter and, therefore, only dependent on the bolt specifications.
Because the elongation of the bolt is so small, only approximately 0.2% of the clamping length, the bolt can be used repeatedly. However, the elongation is sufficient to allow yield point detection by length measurement. In applications where no other component reaches its yield point before the bolt, yield-controlled tightening can be beneficial. Furthermore, as a result of low elongation, an extension length of approximately two to three free threads is considered adequate. This is a proven method to achieve high preload consistency, eliminating the concern for friction or torque scatter.
The principal advantage of yield-
controlled tightening is that it provides uniform preload, relatively independent of friction and moment scatter. It also allows use of bolts with small cross section, corresponding to a tightening factor of unity. No special bolt types are required and bolts can be reused. However, it requires expensive equipment and extensive electronic measurements.
Inspecting Bolted Joints
Confirming that a joint is correctly tightened can prove to be a challenge. Nevertheless, it is sometimes necessary to test tightened bolts. Examples include analyzing a tightened bolt if the torque is unknown, documenting residual torque to meet ISO 9000 requirements and detecting changes in joint characteristics such as bolt relaxation. The latter is particularly important for batch and fatigue testing during product development.
A variety of test procedures are available. In order of importance, these are test torque, breakaway torque and inspection torque. Test torque is the minimum torque at which no relative motion occurs. Breakaway torque is the torque measured when initial relative motion between the test nut and bolt occurs in a joint with or without preload. The direction of the applied force, tightening or loosening, is differentiated at the breakaway moment. Inspection torque in the tightening direction is the torque at which further tightening of the bolt can be clearly recognized on a torque-time or torque-angle diagram. The inspection torque test is suitable for most joints with the exception of joints that cannot be tightened or loosened under any circumstances, such as setscrew joints.
The proposed inspection torque test allows an indirect indication of the preload during testing. To perform the inspection torque test, an already tightened fastener is tightened further. This is done to achieve the correct measurement of torque over either time or angle of rotation. Once completed, this curve is recorded graphically. Peak torque or breakaway torque, resulting from the effects of overcoming static friction, is of no consequence in this test.
Tightening Pulses
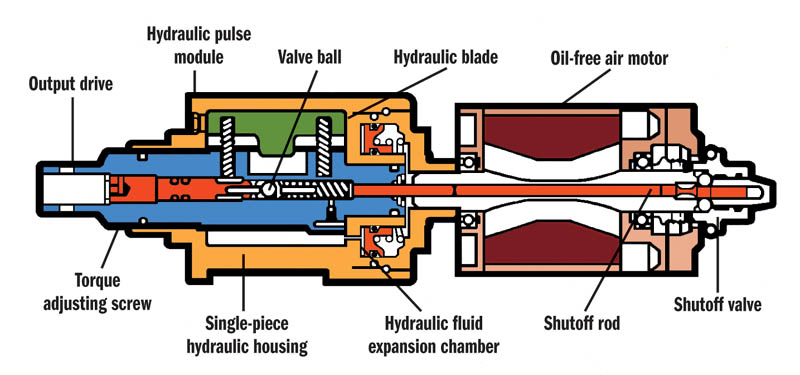
Developed in the 1960s to address concerns including inaccurate tightening, high tool wear, torque reaction and high noise levels for operators, the pulse tool is fundamentally an impact wrench with an integrated hydraulic shock absorber. It consists of a hydraulic pulse module driven by an air motor.
The principle of operation is virtually unchanged from the first marketable pulse tool. The external housing of the hydraulic pulse module is directly connected to, and driven by, the air motor. Initially, the oil in the module drags the output spindle along with it, so the output spindle turns at the same speed as the air motor, running the bolt down quickly. As the bolt head contacts the part the torque in the joint increases, retarding the output shaft. At this point, the oil chamber within the module is sealed off and the kinetic energy of the pulse module is transferred as a torque impulse to the output shaft. The air motor reaches a near stop following the torque impulse, the oil chamber is unsealed, and the cycle repeats until the desired torque is achieved in the joint and the tool shuts off.
Shutoff torque is adjustable to ensure reaching the torque and preload required for a specific bolted joint. The impulse intervals, also called the pulse frequency, are almost constant. The pulse amplitude and the preload increase step by step from each pulse to the next. Because of the large difference in pulse amplitudes as the bolt begins to tighten, significant torque and preload scatter will result if shutoff occurs before set torque is achieved. Friction and relaxation also can affect the tightening moment or the preload in the bolt, depending on the type of joint.
Air motors are commonly used in rotary pulse tool drive systems because of their good power-to-weight ratio. The air motor also can accommodate the demands of a hydraulic pulse unit, which requires a motor to come to a near stop at each impulse. Conversely, an electric motor drive system requires special reduction measures because of its high-speed dynamics. Q
Tech Tips
-The primary purpose of a bolted joint is to prevent gaps, to establish a seal or to provide frictional grip. This is achieved when a clamping force greater than the applied working load is created.
-Torque, measured through a torsion shaft, is the most readily accessible and measurable value in threaded fastener joining technology.
-Angle-controlled tightening requires a fastening tool equipped with angle and torque sensors and the necessary electronic controls.
-In yield-controlled fastening, torque increase is constantly calculated by means of a fixed-angle increment while the bolt is being tightened.
Editors note: This article is condensed from a book written by the authors. To request a copy, visit www.clecotools.com.
This article includes material excerpted from ASSEMBLY, June 2003.
Bernd Polzer is the manager of tightening applications at Cooper Tools' European headquarters in Westhausen, Germany. Dr. Wolfgang Kofink is the manager of business development at Electronics Applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




