Quality 101: Machine the Perfect Hole
Perfectly drilled, tapped or countersunk holes are required in today's automated assembly processes. An incorrectly dimensioned hole has the potential to stop a production line, possibly resulting in catastrophic consequences to the profits of a highly automated manufacturing facility.
While it is possible to pull parts from the production line and manually check the threads with a gage, this method does not always work in a high-speed assembly line.
Furthermore, with today's high quality standards and potential large penalties for shipping defective parts, there is a clear need to automate inspection so that every defective component can be found and removed from the production line.
Automated inspection systems can verify that components have the correct dimension and material properties-countersunk presence, threads presence, correct thread depth, hole diameter and porosity. In the past, this type of inspection has been typically done by a vision system, a challenging and expensive proposition. However, an approach using an eddy current sensor, with a precision displacement probe to monitor its position, can be a low-cost alternative for high-speed part inspection.
For non-ferrous conductive components, eddy current technology is the sensor of choice. This article is based on using an eddy current sensor on an aluminum part. For ferromagnetic components, inductive sensors should be used.

By inserting an appropriately sized eddy current sensor in a machined hole, an analog voltage proportional to the radial distance between the sensor and the hole surface is produced. Plotting the eddy current sensors output voltage with respect to the distance the probe is inserted into the hole, generates a waveform that can be used to determine the quality of the hole. Because probe positioning and changes in the base material affect probe output voltage, both of these parameters need to be tightly controlled to ensure measurement accuracy. Eddy current sensors also are not affected by water, oil or dust.
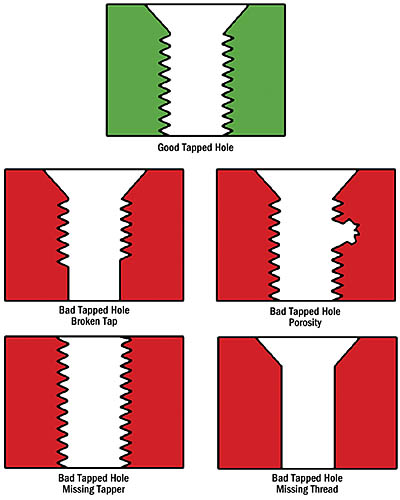
Graphing multiple faulty hole waveforms over a plot of a good hole waveform is a monitoring strategy that can be used to quickly detect common anomalies. Defective components can be found by using alarm functions that require the waveform to enter and exit a region of the graph in a defined way.
Dependent on the type of sensor used, other parameters that can be measured include the distance of the first thread to top of the block, countersunk slope, thread length, part thickness and a wide range of other common physical properties.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




