Quality 101: Using Lean in a Transactional World
Some of the greatest value of implementing lean manufacturing is often not adequately addressed or understood in most manufacturing facilities. If merely using lean on the production floor, more is to be gained by using lean in transactional processes. The question becomes how to adapt the principles of lean to the transactional world.
Clearly communicating how and when processes flow in a transactional world may be one of the most difficult challenges that a lean facilitator faces while transforming an organization to a lean enterprise. Operators on the manufacturing floor quickly recognize flow and problems that exist when presented with a value stream map (VSM) set. Yet, bring this same technique into the office and it often feels like trying to climb Mt. Everest. Employees that deal with paper, or transactional processes, often fail to recognize that a process actually exists.
To effectively communicate the value stream, one must be able to clearly paint a picture that can be interpreted by the workforce. VSM shows process flow in a logical sequence from left to right on the page. This same map shows all communication associated with the process, and where work and employees are physically located. This seems to be where problems begin to arise for the transactional employee.
Many transactional workers do not believe that they have a process to follow. So not only must one convince staff that the map is accurate, they must also be convinced that there really is a process. Three key elements can make this task easier: a clearly focused and accurate process flow; a map that contains all communication and information within the value stream; and an accurate depiction of how much work there is and where it is located.
Clear Process Flow
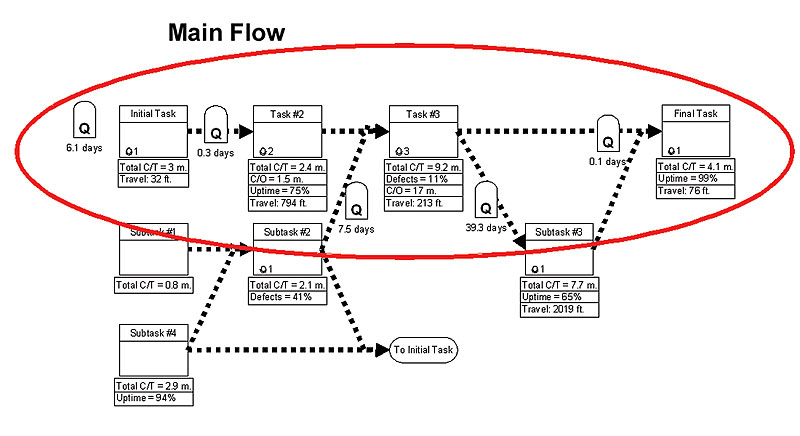
The easiest and most effective way to create a clear picture is through correct alignment and flow of the process steps on the map. Ensuring that the top level of the process flow is the main flow through the process sets the stage for gaining this acceptance. Subtasks, spin-off assignments and rework must be relegated to the area beneath the main flow.To clearly show the main flow, the process boxes must be aligned horizontally. Failing to adhere to this basic concept in VSM, workers will more often than not fail to see the flow. By aligning horizontally, one can isolate and provide visualization of the main flow, and can then prioritize subtasks and other process steps beneath this flow.
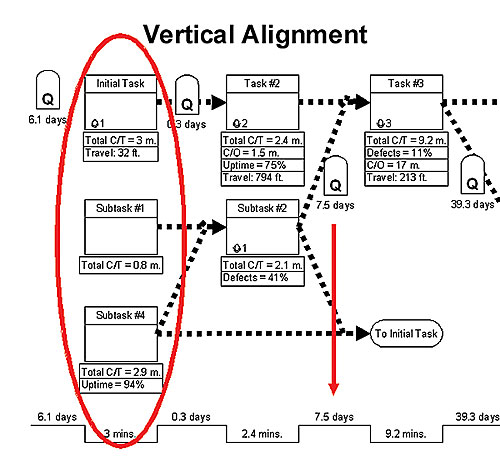
Aligning process boxes vertically is even more important because one of the primary purposes of VSM is to show process lead time. Correctly aligning the process boxes vertically allows one to pull the day's worth of work on-hand down to the time line to capture process lead time.
Communication and Information
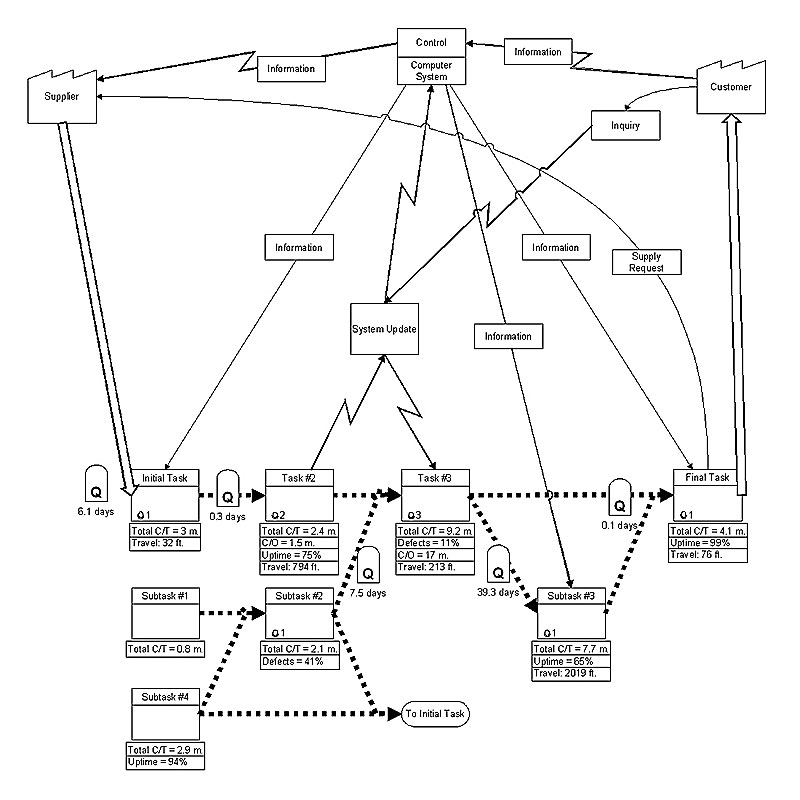
When faced with a less-than-receptive audience, one mistake made by many value stream mappers is to not include all communication within the process. Because the purpose of a current state map is to show the existence of nonvalue-added work, a confusing mass of lines can be quite beneficial to sell the chaos that occurs within a process.By including all communication identified within a transactional process, and then stating upfront that there may be more that was overlooked, a powerful tool is formed to combat people roadblocks. It is much easier to fight the battle around gaining acceptance when numerous staff members working within the process are commenting about their own confusion and relationship to the chaos pictured in the map.
Work in Progress
The final piece required to paint a clear picture of the value stream surrounds the concept of work in progress (WIP). This is not just a manufacturing term. All jobs have varying amounts of WIP. The challenge is in finding it and accurately showing it in a current state map.WIP can be found in two states in a transactional value stream. One form is piles of work. It is simply stacked at a location and workers within the value stream will process it when they can. The other type of work found is work queues. There are daily queues, where staff processes items in the queue at a specific time, once or more each day or at designated times during the week.
Piles of work, or inventory, are identified in a value stream map by a triangle with an "I" in it. This type of work is common in many settings, not just the manufacturing floor. To determine process lead time, divide the amount of work observed by the daily customer requirement or demand.
The issue of process lead time becomes more difficult to explain to employees when work queues exist. A work queue often is displayed as a mailbox icon with a "Q" in it.
To determine process lead time for a queue, divide the time allotted to work the queue by the cycle time of the task where the queue is worked to obtain the number of units of work that can be completed in one cycle.
Divide the number of units of work observed by this answer to see how many cycles are required. Always round up to determine the number of cycles. Finally, how often the cycle is repeated determines the exact number of days worth of work that is sitting at a single point.
If workers can be convinced that it is possible to accurately show where work exists and acknowledge the problems they experience every day, great strides can be made in proving to employees that processes actually do exist in their transactional world.
Mark Nash is a lean specialist, certified NIST trainer and managing director for Argent Global Services (Oklahoma City, OK). Sheila R. Poling is a managing partner of Pinnacle Partners Inc.
(Oak Ridge, TN). For more information, call (865) 482-1362 or visit www.pinnaclepartnersinc.com or www.argentglobal.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




