Do You Need a Dedicated Shaft Gage?
Whether you chose an optical, tactile, or hybrid shaft gage will depend on your unique needs.

Typical CCMM shaft gage
When a shop begins the manufacture of rotating shafts, they frequently turn to their conventional CMM for part validation. However, this is often a case of using the tool that is at hand, rather than one designed for the job. A screwdriver can be employed as a center punch, but a tool dedicated to the task gives much better results. So it is with a traditional CMM vs. a dedicated shaft gage.
While a CMM can get the job done on turned parts, there are some very good reasons for switching to a gage which was specifically designed for the measurement of shafts and other turned parts.
- Throughput (speed). A dedicated shaft gage is typically MUCH faster than a conventional CMM.
- Repeatability. Dedicated shaft gages can capture a part between machined centers, eliminating or greatly reducing individual operator influence.
- Labor Savings. Shaft gages are usually “floor hardened” meaning they can be located on the shop floor. Additionally, they are affected less than a CMM by vibration. By locating the gage at the turning and grinding operations, you can recoup the time that each operator spends bringing their set up parts to the inspection room.
- Accuracy. The high accuracy spindles eliminate the stack-up of error that occurs when moving a CMM probe throughout its X-Y-Z axes.
Single point contact gage with precision spindle.
What Kind of Gage is This?
Dedicated shaft gages are also known as cylindrical coordinate measuring machines. According to Wikipedia, a “cylindrical coordinate measuring machine or CCMM, is a special variation of a standard coordinate measuring machine, (CMM), which incorporates a moving table to rotate the part relative to the probe. The probe moves perpendicular to the part axis and radial data is collected at regular angular intervals.”
(https://en.wikipedia.org/wiki/Cylindrical_coordinate_measuring_machine)
Where the standard CMM uses a three dimensional Cartesian X, Y, Z system where each axis is orthogonal to the other, a cylindrical coordinate measuring machine omits the X or Y axis. The probe moves in only two axes (the vertical Z and either X or Y horizontal) and the rotating table positions the subject of inspection (a cylindrical part, hence the word “cylindrical” in the title) in a precise manner. The probe may be tactile in nature, or optical.”

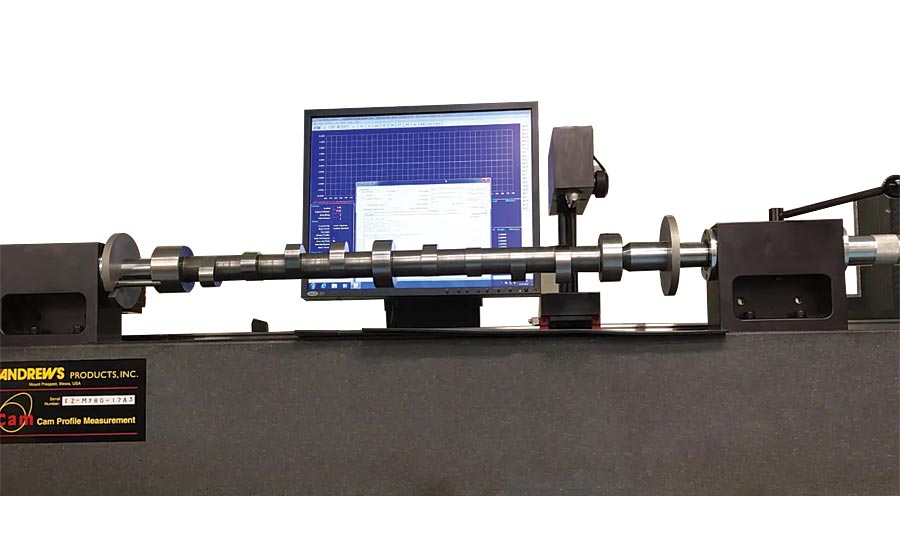
When someone says “optical shaft gage,” they are usually referring to a telecentric camera gage.
Cylindrical CMM shaft gages typically hold the part between mechanical centers, with one of these centers fixed to the rotating table. A clamp or other suitable driver mechanically connects the part to the table so it may be rotated relative to the probe contact point. Although the part is captured by its mechanical centers, software is employed to correct the shaft features to a datum specified in the drawing.
The rotating table is where the CCMM shaft gage gains its advantages. By rotating the part using a precision spindle, we reduce some of the sources of error in a conventional CMM. How precise that spindle needs to be depends in large part on what parameter you are measuring. If a precise roundness (form) measurement is required, then precise control of the part axis is needed. Any wobble or runout in the spindle will be directly translated to the part measurement. This is because a gage that measures roundness needs to contact the part on one side only, taking a true radial measurement on a known axis.
In addition to the elimination of error stack-up, the dedicated shaft gage is typically much faster than a traditional CMM. The part can be rotated, relative to the probe, much faster than a conventional CMM can scan around each part feature.

In recent years, many companies have attempted to combine optical and tactile shaft gages into a one-size-fits-all solution.
If diameters are required but form is not, then a lower cost spindle can be employed. Diameters can be measured from two points directly opposite each other on the shaft. If the part moves in one direction due to spindle runout, the other side of the part moves with it. The net effect on something like diameter is negligible.
Axial features such as spacing do not depend on spindle runout and similar results may be achieved on both systems, with the optical system providing a speed advantage.
CCMM shaft gages will usually have a probe or camera with enough range to measure intended profiles such as camshaft lobes or crankshaft pin journals, in addition to round parts.
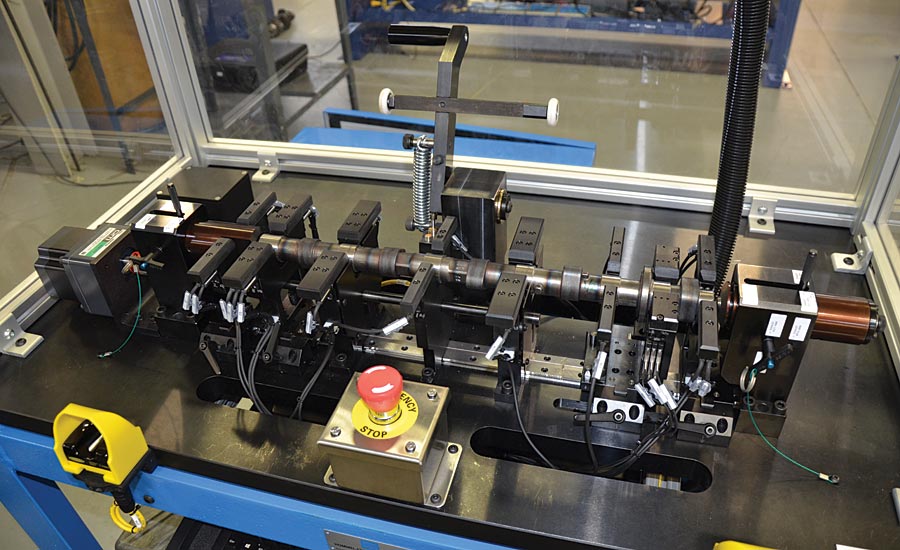
Tactile Shaft Gages
Tactile shaft gages use touch probes to collect the measurement data. Opposing probes can be used for diameter measurement (2-point), or use a single probe can be used in combination with a precision spindle, for form measurement. These gages can measure shaft roundness, chatter marks, cylindricity, and straightness.
Although tactile gages enjoy an accuracy and repeatability advantage over some types of optical shaft gages, they are limited by a probe that moves in one plane and by the size of the probe. It is not practical to measure features such as undercuts and radiused fillets with this type of gage.
Optical Shaft Gages
“Optical” can refer to a gage which uses laser triangulation or a telecentric camera and light source. Laser triangulation gages perform similarly to a tactile gage, using a point contact (the laser spot). This makes laser triangulation suitable for use on gages which will measure form. However, when someone says “optical shaft gage” they are usually referring to a telecentric camera gage.
Telecentric camera gages locate the part on centers, between a monochromatic light source and a camera. Multiple cameras may be used, depending on the application requirements. The cameras are fitted with telecentric lenses. With a telecentric lens, image magnification is independent of the object’s distance or position in the field of view.
A simple analogy for this type of gage is that of a traditional optical comparator, where the part is backlit and magnified against a graduated screen. The difference here is that the part can be rotated in the camera’s field of view, enabling measurements at different angular locations.

Form and roundness gage
The optical shaft gage has two critical limitations.
- It cannot “see” a negative radius on the radial profile. This is important if there is a lot of roundness error that is short in wavelength or when measuring certain types of camshafts.
- When measuring chatter, this gage type cannot always see the valleys between the peaks. The magnitude of this effect depends upon the frequency and amplitude of the chattermark pattern.
With a telecentric lens gage, the spindle runout is less critical because you are essentially making two point measurements across the width of the part. This saves money when compared to a system designed to inspect for roundness.
Hybrid Shaft Gages
In recent years, many companies have attempted to combine optical and tactile shaft gages into a one-size-fits-all solution. This can take the form of a tactile probe or CMM scanning head added to a telecentric camera gage. Most manufacturers of optical gages offer a touch probe as an option.
Other hybrid variations include a laser triangulation sensor added to a tactile shaft gage. Such an arrangement adds the ability to rapidly assess the location of axial features. A third type uses camera/illuminator sensor pair in conjunction with a tactile probe. This design favors the radial tactile probe, but adds the secondary capability of being able to measure undercuts and ground fillets.

Tactile gage with optical sensor
Other Shaft Gages
A tabletop roundness gage (aka form gage) is a simple form of tactile shaft gage. These systems employ a precision rotary table (spindle) and tactile probe, to measure form. They may or may not include a mechanism to fix the part between centers.
These machines are designed for lab use and can accommodate a variety of parts (bearing race or balls, for example) but are not considered dedicated shaft gages. Dedicated shaft gages typically have a much more robust construction than the tabletop form gage and provide significant speed increases and repeatability over both the CMM and roundness/form gage.
Which Type of Shaft Gage Should I Use?
- Optical shaft gages are a good fit when:
- A quick snapshot of the part in profile is required
- An undercut or radius must be inspected
- The part has ground fillets that require inspection
- Exact roundness measurements are not needed
- Easy programmability is essential
- Axial location of part features is needed
- Cycle time is critical
Optical shaft gages are typically faster and more cost effective than single point contact tactile gages.
Tactile shaft gages are a good fit when:
- Roundness and chattermark measurements are required.
- A negative radius is present on a feature with an intended profile, such as a cam lobe.
- There is a feature that would be hidden from the camera path of an optical gage. One example is a thrust face where cupping is of concern. The low, “cupped” area may be invisible to the optical gage because it is obscured behind the thrust face edge.
Things to Look for in a Shaft Gage Supplier
Whether you chose an optical, tactile, or hybrid shaft gage will depend on your unique needs. In a perfect world with unlimited budgetary constraints, you’d have all three. As of this writing, shaft gages can range from $60,000 for a basic telecentric lens or single point tactile gage, to more than $400,000 for gages that combine multiple technologies for high speed production. The latter is commonly loaded by automation. Whichever technology you decide on, this piece of equipment will represent a significant investment that may be in service for decades, so there are some important things to consider in your purchase.
Gage Construction. Any metrology solution should be built on a solid base that resists the effects of temperature change and vibration. This can mean a granite substrate in the case of single point tactile gages. All measurement systems will be connected through the granite base, which ties the machine together as if it were one piece. In the case of telecentric lens optical gages, granite is not always necessary and special alloys can be substituted. However, you should ask if the base that holds the camera, light source, and part are connected on a common frame which is constructed of the same material. Inferior designs may bolt these components together or use a thin plate of higher quality material on the surface.
Part Sourcing. Your investment may be in service for ten or twenty years. Are you purchasing from a company with a solid track record of supporting their equipment for decades? Because this type of gage employs specialized technology, it also uses specialized parts. It’s important that the manufacturer of the shaft gage is not dependent upon outside suppliers for critical service components. Here is where you may encounter a slight premium in purchase price when buying from an established metrology company, but that cost will pay back dividends in the future.
Traditional two-point diameter shaft gages are typically designed for one or two part features. A limited probe travel and lack of precision spindle means they are best suited to round parts without a significant radial profile.
Service and Support. When the time comes to replace worn components, you’ll want to know that your gage supplier has service support that can quickly reach your area. You will also want to know what their typical response time is. When you have a question on service or programming support, is there a single point contact that you can trust to follow up on any concern?
These are questions to ask and investigate BEFORE you make your purchasing decision. When your traditional CMM needs service, you can usually find a local gage house to perform the work. However, a shaft gage is a more specialized and requires specialized training to service. If you buy from a distributor, make sure that there is factory support within your country.
When you are ready to make the best turned parts for your customer, while controlling your own scrap rates, it’s time to invest in a dedicated shaft gage!
The author would like to thank the following companies for the use of their product images: Andrews Products, Jenoptik, and Exameca Mesure.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






