Production Leak Testing: Where to Start?
In leak testing, there is no one method that works best for every situation.

Devices that use pressure decay measurement techniques can also be converted to measure flow rate.
Production leak testing can mean a lot of different things, and if you are not familiar with this branch of nondestructive testing, the choices of methodologies and techniques can seem a bit daunting. To begin with, there is leak location testing and leak measurement testing, with various approaches to accomplish either of these, or sometimes both.
Bubble Emission
There are three types of bubble emission testing; all include a core routine where the part is sealed and pressurized with a compressed gas—normally air—to identify any leaks.
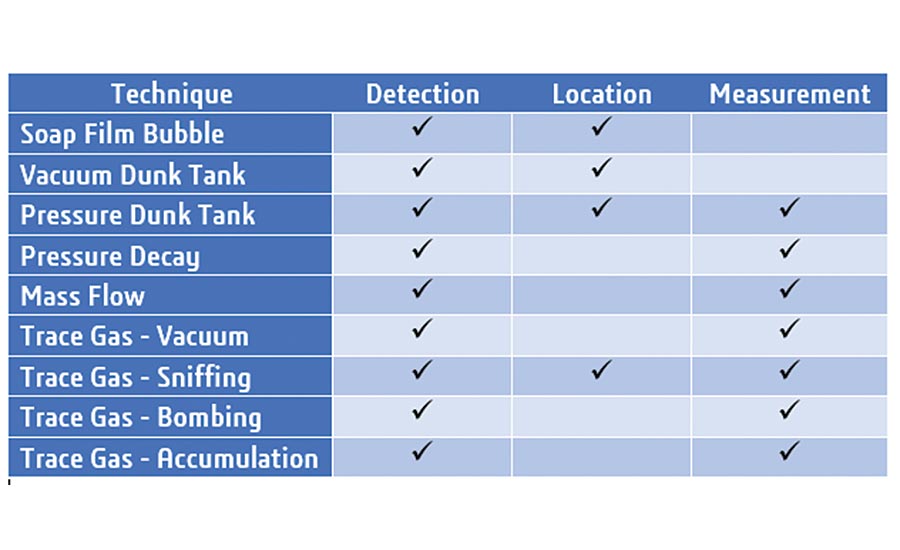
The first of these is soap bubble testing where the part is sealed and pressurized with a compressed gas and then sprayed or wiped with a bubble solution. If the technician can see bubbling, this indicates leakage and its location, but does not provide a value of measurement.
Second is dunk tank testing where the part is sealed, pressurized and then submerged under water with the technician visually monitoring any bubbles escaping from the part. By adding a measured beaker and stopwatch, the dunk test can also show leak location as well as measurement.
Lastly, there is a vacuum dunk tank method for use on parts that are already sealed and lacking a natural way to be pressurized. The part is placed in a tank of water that has a sealable lid. The tank is then de-pressurized with a venturi vacuum pump and the technician looks for any bubbles coming from the part.
Pressure Decay
Pressure decay leak testing is similar to bubble emission in that it also includes the core routine of sealing the part and pressurizing it with a compressed gas—normally air. However, instead of an operator looking for leakage location (bubbles), the technician monitors change on a pressure gage after isolating the test part from the air supply.
A leak test instrument can also be utilized in this approach, helping to remove potential operator bias from the test. A basic pressure decay leak test includes a test pressure regulator, solenoid valve, absolute pressure transducer and leak test instrument, which makes the pass/fail decision.
Differential pressure decay utilizes the same core routine and pneumatics, but adds an isolation valve and differential pressure transducer so that a test part and a reference part can be pressurized in parallel. When isolated from the pressure supply, the absolute pressure sensor verifies the correct test pressure and the differential pressure sensor monitors the change between the two cavities allowing for a more sensitive test.
Pressure decay can also be converted to a flow rate, sometimes called a predictive test. This will produce linear, repeatable and reproducible results.
In general, leak measurement techniques are used most in high volume production and leak location is used in low volume production or troubleshooting.
Mass Flow – Leak
Mass flow is similar to pressure decay testing, but it adds a mass flow sensor. A simple mass flow pneumatic setup includes a pressure regulator, absolute pressure transducer, mass flow sensor and isolation valve. The part is pressurized, and the absolute sensor ensures the required test pressure is met. In this approach, the test part is not isolated from the air source, so the mass flow sensor measures the amount of air required to make up for any leakage out of the part.
Trace Gas
There are a variety of gases and detectors available for trace gas leak detection, which requires a sensor designed to respond to a specific gas. Helium is the most commonly used trace gas and is readily detectable with mass spectrometers and thermal conductivity.
In vacuum chamber trace gas testing, the part is put into a chamber where a vacuum is created. The part is then pressurized with helium and the helium leakage is measured through a mass spectrometer. An alternative method allows parts without a natural opening to be “bombed” or filled with helium prior to being placed into the vacuum chamber. This will only allow leak measurement.
In trace gas sniffer testing, the part is pressurized with a trace gas and a mass spectrometer or thermal conductivity tester is fitted with a sniffer probe that is moved over the areas of the possible leak to detect its presence. Sniffer testing can allow both leak location and measurement.

In vacuum chamber trace gas testing, the part is put into a chamber where a vacuum is created. The part is then pressurized with helium and the helium leakage is measured through a mass spectrometer.
How to Choose?
In leak testing, there is no one method that works best for every situation. In general, leak measurement techniques are used most in high volume production and leak location is used in low volume production or troubleshooting. Asking questions such as these can help drive your decision in what method to select.
- How is the part used?
- Is the part used to contain a gas or fluid?
- What is the operating pressure?
- What will cause the part to not operate correctly or degrade performance?
- What is the production rate?
- What type of budget is available?
Additionally, working with a supplier that has real-world experience and knows how to apply all of the leak test methods can help to ensure a robust testing process that lets you sleep well at night knowing you have a proven and sound testing methodology.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





