NDT | Radiography
Neutron Radiography and Turbine Blades
Neutron Radiography Works on the Same Basic Principles as X-Ray Imaging Except With Neutron Radiation Instead of X-Radiation.
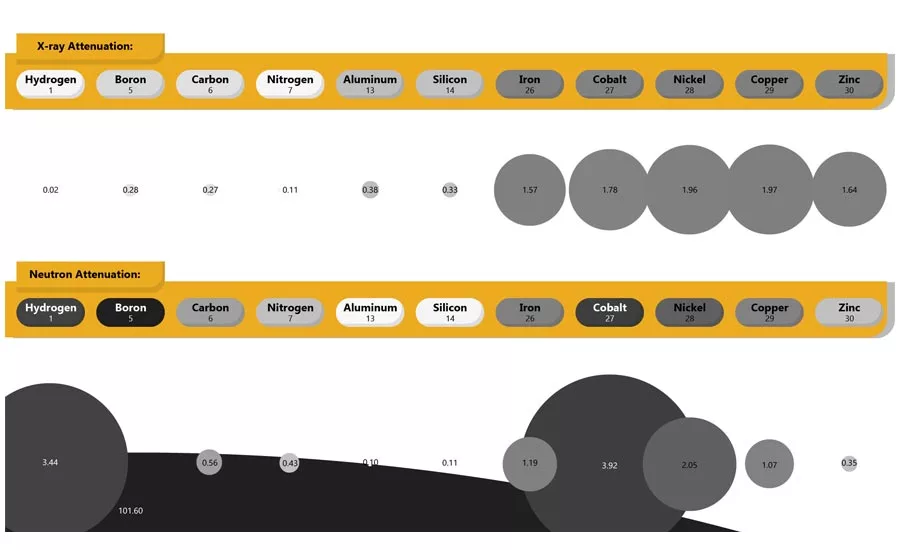
Attenuation diagram. Source: Phoenix LLC
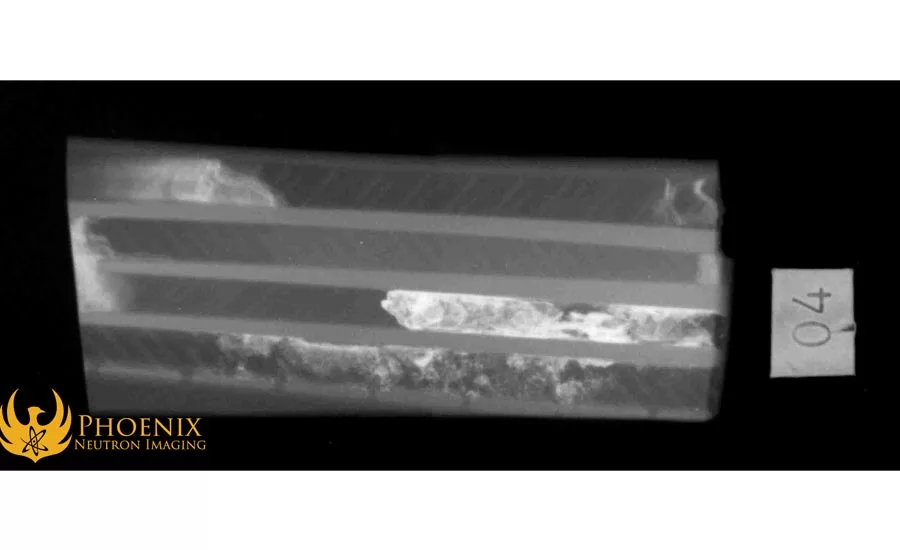
Turbine blade cross section. Source: Phoenix LLC

Turbine blades. Source: Phoenix LLC

Eurofighter Jet Engine. Source: Phoenix LLC
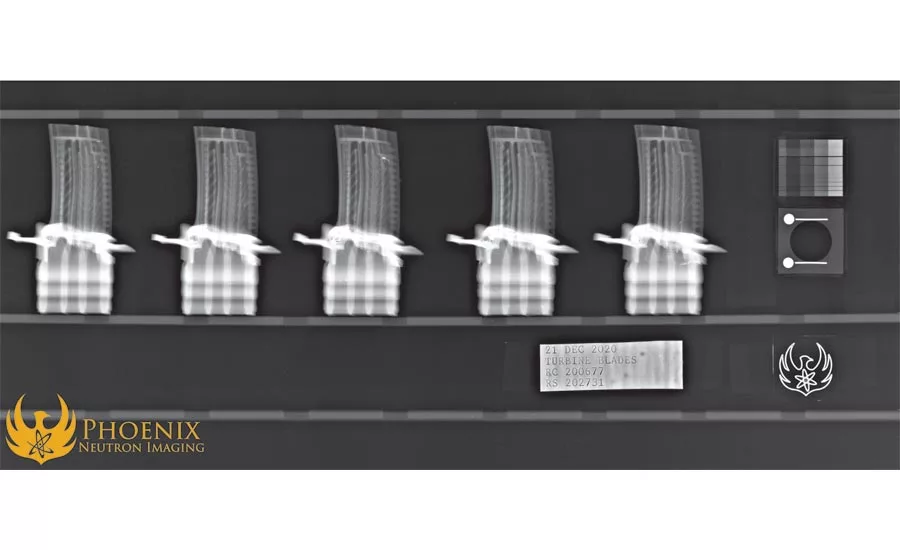
Turbine blades. Source: Phoenix LLC
While a jet engine works to propel an airplane and keep it aloft, its interior can reach temperatures up to 3,600 degrees Fahrenheit during full power operation. This presents a significant problem for the turbine blades within the engine, which are cast from lightweight alloys with melting points lower than these temperatures. If the blades are not kept properly cooled, they may melt while the engine is running, which is, as one might expect, not good at all for the engine, for the plane itself, or for its pilots and passengers.
Fortunately, there is one thing a jet engine has plenty of that can be used as coolant. The designers of modern turbine blades found an exceptionally elegant solution to the issue of extreme temperatures: Air cooling is the most readily available means for keeping turbine blades from breaking or melting while the engine is running, and in order to get the most from the air streaming through the engine, turbine blades are cast with delicate cooling channels running through them.
In the manufacturing process, though, these channels can become clogged, which presents a danger to the engine. It is of the utmost importance that these defective blades can be screened out as thoroughly as possible in quality assurance, and neutron radiography is the most effective nondestructive testing method for this purpose.
The Making and Potential Unmaking of a Turbine Blade
Because jet engine temperatures routinely exceed the melting point of turbine blades, they must have efficient cooling channels running through their interiors. To create these channels, the blades are cast around a ceramic core that defines the channels’ complex, serpentine passages. Once the metal cools, the core material inside is removed by a special chemical wash. However, remnants that are not leached away during the way process can remain lodged in the cooling channels.
The tiniest bit of ceramic residue has the potential to block airflow, and even one blocked channel on a single blade can dramatically reduce its ability to survive in its operating environment. And if a turbine blade fails during operation, it can significantly impede the functioning of a turbine engine or lead to engine failure. For that reason, manufacturers need to use rigorous and nondestructive quality assurance methods to weed out defective blades as reliably and thoroughly as possible.
How Neutron Radiography of Turbine Blades Works
Many of the most thorough methods of quality assurance are destructive in nature, such as dismantling a part in such a way that it can’t be reassembled, and so are commonly used for spot testing in which a selected representative portion of a batch of parts are screened for flaws in a way that ultimately renders the part unusable. For example, cutting a delicate part in half to inspect its innards may be the best way to detect a given flaw, but it doesn’t leave you with a usable part in the end.
High-energy X-ray imaging is often used for industrial nondestructive testing, but unfortunately, this is what happens when you X-ray turbine blades:
Due to the high density of the metal alloy, it is difficult to make out the cooling channels at all in an X-ray image of a set of turbine blades, let alone identify bits of ceramic trapped within them. A three-dimensional model provided by X-ray computed tomography can provide more insight, but is not the most effective means of detecting ceramic nor is it the most efficient—an entire batch of blades can be imaged using two-dimensional planar radiography, but computed tomography can only image one part at a time.
By contrast, neutron radiography, which works on the same basic principles as X-ray imaging except with neutron radiation instead of X-radiation, produces a much clearer picture of a batch of turbine blades.
Neutron radiography, or N-ray, shows the channels much more clearly because neutrons can more easily penetrate the dense alloy, but N-ray on its own isn’t enough to pick up the ceramic remnants within a turbine blade. A unique property of neutron radiation allows parts to be tagged with contrast agents which show up in the resulting image makes N-ray the perfect solution for turbine blade quality assurance.
Gadolinium As a Contrast Agent
What sets neutron imaging apart from X-ray imaging is the way materials attenuate these two kinds of radiation. A material’s X-ray or neutron cross section is a measure of how much it attenuates, or scatters or absorbs the radiation which attempts to penetrate it. The attenuation of a material has to do with its structure and elemental composition.
For X-rays, the cross section of an element is roughly proportional to its atomic mass. X-rays are charged photons, electromagnetic rays that are affected by the negative charges of the atom’s electron cloud and can thus be scattered and blocked. The more massive an atom is, the denser its electron cloud and the more difficult it is for X-rays to pass through unimpeded. This is why denser materials, such as lead, are opaque on X-ray images compared to lighter materials.
For neutrons, though, no such simple rule governs an element’s cross section. The cross sections of light elements such as hydrogen, for example, are extremely large compared to the cross sections of dense elements such as lead; however, some elements and isotopes, such as fissile uranium, can be extremely dense and have extremely large neutron cross sections, and some light elements can have comparatively small cross sections.
There are some elements in particular, such as boron and gadolinium, which have far larger neutron cross sections than the elements near them on the periodic table, often by an order of magnitude at least. This phenomenon makes these elements useful as contrast agents, since they will show up as extremely opaque and bright on a neutron image compared to materials of similar density, or indeed, most other materials.
Gadolinium contrast tagging is the key to neutron radiography of turbine blades. Gadolinium is a rare-earth element with reactive properties that make it especially useful as a contrast agent in many applications, including medical imaging (MRIs rely on a chelated gadolinium dye to make certain details within patients’ bodies more visible on scans, for example), but what interests us in this particular case is its large neutron cross section.
Gadolinium has the largest thermal neutron cross section of all known stable isotopes, which means gadolinium-rich materials show up as particularly opaque on a neutron image. The ceramic cores used in turbine blade molds are not rich in gadolinium, but due to the porous nature of ceramic, the cores—or rather, the fragments they leave behind—can be made so.
In gadolinium contrast tagging, a batch of turbine blades are washed in a gadolinium-rich dye solution. The gadolinium can then be rinsed off of the blades—except for whatever amounts of the dye settle into any ceramic fragments trapped in the cooling channels. Ceramic, being porous compared to metal, offers many nooks and crannies for the gadolinium contrast agent to seep into where it will remain even after the blade has been rinsed. When the batch of tagged blades are subjected to neutron radiography, then, the gadolinium-tagged ceramic fragments appear lit up like a Christmas tree in the resulting neutron image.
Gadolinium tagging is a property of neutron radiography that other methods of nondestructive testing lack an equivalent to. This is the property that makes neutron imaging the most useful, powerful, and efficient tool for the nondestructive and comprehensive quality assurance of jet engine turbine blades.
Sources of Neutron Radiography for Turbine Blades
Because neutron imaging is the best method for detecting these specific fatal flaws in turbine blades, access to strong neutron sources is paramount for turbine blade manufacturers. Since the 1950s, when neutron imaging was first proven as a viable industrial nondestructive testing method, it has depended on nuclear fission reactors as a neutron source.
In order to practically produce detailed, high quality neutron images in a timely fashion, a neutron radiography system requires a high neutron flux, or a high amount of neutrons passing through a given volume per second. Since nuclear reactors provide more than enough flux, non-power-generating reactor facilities such as the research reactors built and maintained by state university physics departments are typically used for neutron imaging, especially for research purposes.
Over the past few decades reactor facilities providing commercial neutron imaging services, which turbine blade manufacturers have depended on for critical quality testing, have been declining in number, making it increasingly necessary to develop alternative high-output neutron sources. One such example is the closure of Aerotest Operations, which provided neutron imaging for aerospace manufacturers from the 1980s until it was shut down in the early 2000s.
Recently accelerator-based neutron generators, which create neutron radiation via nuclear fusion, not fission, have also become capable of sufficient neutron output for practical use in neutron imaging systems as well. Diversity in powerful neutron sources will improve turbine blade manufacturers’ access to this essential quality assurance tool and ease supply chain pain points.
Willow Ascenzo is a writer for nuclear technology company Phoenix LLC.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




