Aerospace | Additive Manufacturing
Additive Manufacturers Don't Get Free Pass on Quality
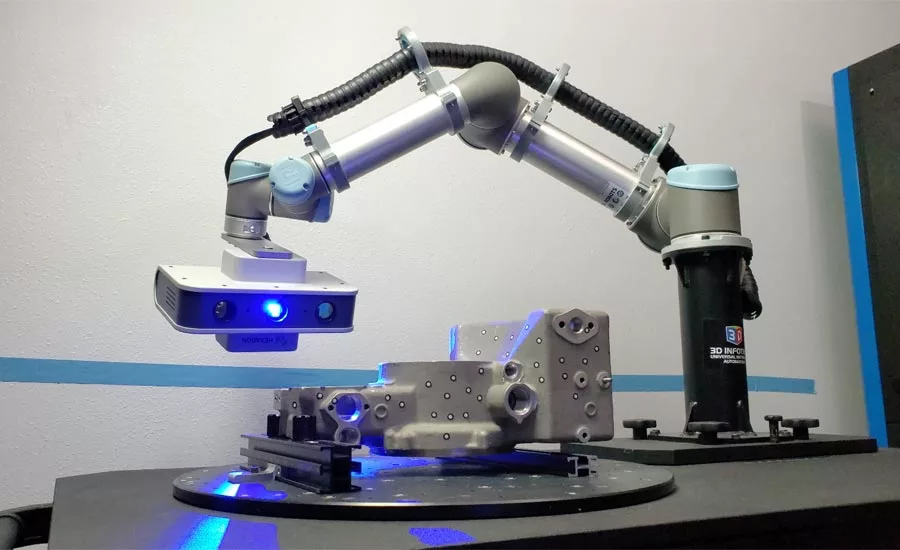
Hexagon’s PrimeScan structured light scanner is configured with a 3D Infotech cobot to measure an additive manufactured part. All Images Source: Hexagon
Your company finally received that long-anticipated order for additive manufactured parts. Those parts are processed in record time and the order is promptly fulfilled. A week later … your worst nightmare comes true. The parts are returned ¾ rejected for not meeting the dimensional requirements outlined in the customer’s engineering drawing. They are asking for replacement parts that meet their spec. You don’t have the measurement technology needed to understand the problem, or if corrective action is even possible.
But wait, it gets worse. Your customer is an original equipment manufacturer (OEM) with sophisticated metrology devices and decades of experience employed in their metrology lab. Furthermore, your manufacturing team does not know how to interpret GD&T symbols on the client’s print, never mind having the right tools to verify the parts.
COULD THIS BE YOU?
At this point, you may chuckle to yourself at the improbability of a company getting into this predicament after heavily investing in additive manufacturing (AM) and overlooking metrology as a critical process component. If this is a pitfall you have avoided, congratulations are in order and you won’t need to read the rest of the article. Chances are good that your company has a track record of meeting the precision inspection demands of customers sourcing conventional manufactured parts. Reassessing and enhancing your measurement capabilities would be the practical response to adding additive manufacturing to your customer offerings.
However, if you are not amused and feel a slight chill in your spine knowing this scenario might reflect your current situation, please read on.
AM DOESN’T GET A PASS ON QUALITY
Generally speaking, many believe there is less need to inspect AM parts as they are created in one operation using 3D coordinate data sent directly from a computer. Actually – the opposite is the case.
When creating a part using a subtractive manufacturing process, material is removed in a sequence of moves from a certified defect free billet of material. The outside surface of the part is critical and produced using precision CAM data. In additive manufacturing, the actual body and material of the part are being made, layer by layer, until the part is complete. How do you determine if the part’s internal material is defect free?

High precision feature measurement of a metal part is performed with a coordinate measuring machine (CMM) and automatic probe head from Hexagon’s Manufacturing Intelligence division. Image Source: Hexagon
There are other factors that complicate life for additive part makers. The additive process enables a design engineer to push the envelope with intricate features that could not be manufactured with subtractive methods. A good example of this is the creation of internal cavities and details that are not visible from the outside of the part. How can the geometry of those cavities or other internal features be inspected if they cannot be seen? Another design example is the complex optimized geometry found in lattice structures that are optimized for strength. If the geometry is truly optimized, then every single feature and every surface is important to the structure. In this case, the part needs to be inspected and that includes all of its internal and external surfaces, as opposed to a part produced with redundant material where just its mating surfaces are critical.
ADDING INSPECTION PROCESSES TO AM
At this point, you probably have concluded there is a need for more sophisticated measurement solutions than a pair of calipers. Where does an additive manufacturer start when it comes to setting up an inspection department or quality lab? To start, the AM manufacturer should address the question of quality and inspection requirements as early as the quoting stage with your customer. Almost certainly the customer has a good idea of what standards your parts will need to meet, since they will be the arbiter of what passes and what does not. You will be well advised to seek their guidance and agreement to avoid shocks further down the road.
Material defect analysis from computed tomography (CT data) is conducted using Volume Graphics, a part of Hexagon. Image Source: Hexagon
Not only are measurement capabilities needed to produce, inspect and supply precision parts, metrology is also vital to the profitable operation of the AM process by optimizing yield, or in other words, reducing scrap. Utilizing metrology technology to identify issues in the manufacturing process is a necessity. Printed parts that are not “fit for purpose” will be intercepted before any money is spent machining them. Smart inspection will also allow parts to be measured and fixtured in a slightly different way, so that they can still remain in tolerance after machining. Additionally, the routine measurement of in-process parts along with data analysis allows trends to be observed upstream in the process. This practice allows for prompt intervention before parts become unacceptable and have to be scrapped.
WHAT METROLOGY EQUIPMENT IS NEEDED?
What sort of investment is needed to avoid bad things from happening to you? It all depends on what your customer deems to be critical on the parts you want to sell them. If the parts are machined to tolerances tighter than 0.05mm, you will probably need a coordinate measuring machine (CMM) utilizing a highly accurate touch probe. If you are given prints with a note indicating a surface profile callout for everything other than critical features (and the customer insists you abide by it), you will need a 3D scanner that is more accurate than the requirement of the note. If there are internal features in a part, such as cooling channels or cavities to optimize for weight and their presence and geometry are of critical importance, then possibly the only way to address this verification is to have digital radiography equipment or an industrial CT scanner.
In addition to the equipment required to adequately measure a part, you will also need to hire capable staff to operate the metrology devices, program and maintain the equipment, devise appropriate measurement strategies, manage the operators and ensure the proper regulatory and standards documentation is maintained. Such people are highly skilled and not always easy to find.
IS THERE AN EASIER WAY?
Determining how to meet the challenge of implementing a competent quality and inspection department is difficult. This decision could involve making a substantial investment in equipment. Recruiting a staff capable of using the equipment is also a big deal. The possibility of buying the wrong equipment and hiring the wrong staff is a significant business risk. On the other hand, not having the capability to validate your parts to meet customer requirements is possibly an existential threat to the business. So is there a way out?
Fortunately, there is. One surefire way to tackle these issues upfront is to partner with a third-party measurement service supplier. These vendors will typically have all the measurement equipment and skills you will likely need. It is important to start the partnership early in the sales process as you learn the customer’s quality and inspection expectations. This scenario enables you to confidently bid for business with the knowledge that you will not be in a position where your customer knows your parts better than you do.
A professional measurement service supplier can also advise you on your design and manufacturing processes, providing guidance on how to avoid making parts that are impossible or impractically expensive to measure. This process is referred to as design-for-inspection. Over time, you will learn what measurement tools your supplier uses and become familiar with the skills and personnel needed. At the appropriate time on the learning curve, you will be able to make smart investments and hiring decisions with little or no business risk. This is the strategic roadmap
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



.webp?height=200&t=1782830367&width=200 "Automotive Manufacturing and Vehicle Assembly Production Line")