Still the One: The Enduring Attraction of Magnetic Particle Inspection
MPI can be applied to many industries and uses, ranging from roller coasters and nuclear power plants to aviation and aerospace.
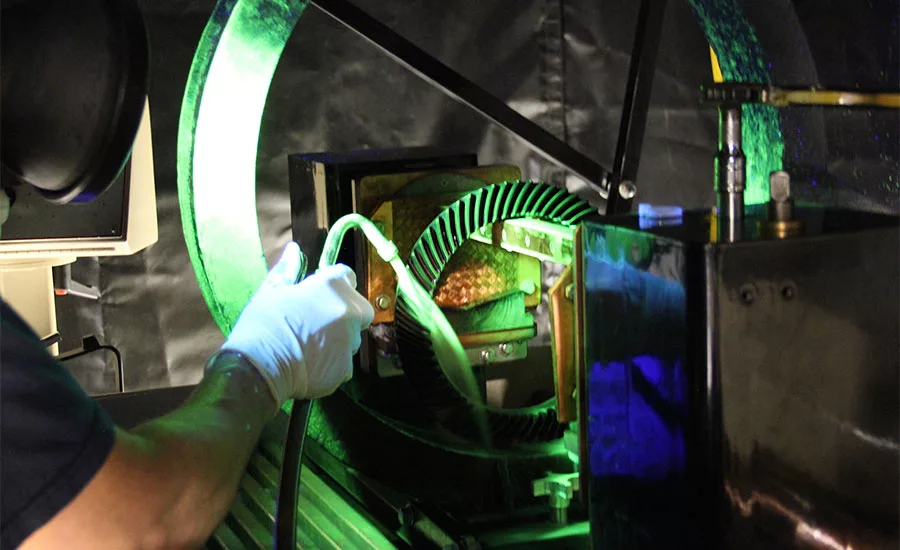
During MPI inspection, magnetized parts are coated with a solution made up of fine magnetic particles coated with fluorescent color, suspended in a light oil or water bath. This solution accumulates in areas where the magnetic field is broken due to a discontinuity, allowing for visual identification under ultraviolet or UV light.
Each day, facilities across the globe turn to nondestructive testing (NDT) to verify the reliability of parts or materials without causing damage. One of the most popular of these methods is magnetic particle inspection (MPI)—a form of NDT that uses magnetism to detect surface and near-surface defects, cracks, seams or stress points in ferromagnetic materials before parts and materials are placed into service.
MPI can be applied to many industries and uses, ranging from roller coasters and nuclear power plants to aviation and aerospace—even underwater pipelines and structures. As long as the material being tested is ferromagnetic, it can be subjected to MPI.
In the aerospace industry, MPI is most typically used to detect in-service defects such as stress cracks within aircraft parts, including mission-critical assemblies and components required for successful flight. Already one of the industry’s go-to processes for part evaluation, the “stock” value of MPI continues to rise as airworthiness authorities across the globe place a greater emphasis on using technology and testing to maximize safety.
The MPI Process Simplified
In the most general terms, MPI uses magnetism to help identify defects in ferromagnetic parts. The process can be completed by employing the basic physics of a magnetic field created by passing electric current through or over a conductor (or part to be inspected). The magnetic field induced in the part is then used to detect defects.
With the magnetic field in place, a test item is coated with a solution made up of fine magnetic particles coated with a brilliant fluorescent color, suspended in a light oil or water bath. In areas where the magnetic field is undisturbed, the particle bath will flow easily off of the part. In areas of disruption, there will be a small magnetic flux leakage field and particles will accumulate, creating a visual indication where the magnetic field is broken due to a discontinuity.
The defect can then be easily identified with the use of UV or ultraviolet inspection lamps, which cause the fluorescent particles to illuminate and stand out to the inspector. The whole process is performed in a darkened environment.
All parts that are subjected to MPI are tested in at least two different directions utilizing both circular and longitudinal fields. Once this multi-angle inspection is complete, the part is run through a demagnetizer to remove or reduce magnetism to within customer and industry specifications, and then cleaned with a degreaser followed by a light coating of oil for corrosion prevention.
In-Service Application
In the manufacturing sector, MPI is most commonly used to confirm that a part is defect free and fit for use prior to being released to market. At our organization, MPI is conducted as part of a full range of in-house NDT services designed to support a one-stop, integrated component repair and overhaul service offering.
Under this umbrella, NDT can not only determine the need and scope of a repair, but also confirm the integrity of a part after a repair has been completed. As such, all steel parts that come through our job rotation will pass through the NDT shop at least once, and sometimes multiple times.
The requirement is to detect in-service defects on aircraft components, assemblies and individual fixed-wing and rotor-wing parts, so that these defects can be corrected prior to an item being placed back into service. Most often, service-related defects on aircraft components come in the form of cracks that would render a part not airworthy.

Parts are inspected at multiple angles—including the indirect contact method shown in this photo—to identify all potential cracks or other defects.
As a company that offers more than 10,000 FAA-approved repairs for fixed-wing and rotor-wing aircraft to customers across 60 countries, we put approximately 100 aircraft parts per day through our MPI testing regimen. These tests can involve parts ranging from several feet in length down to the individual bolts or attachment hardware that hold an aircraft component or assembly together.
Regardless of industry, MPI should be completed by experts holding Level I, II or III certification. At our organization, MPI inspectors undergo specialized training and certification in accordance with NAS 410 and manufacturer requirements. This ensures they have the expertise needed to meet specifications unique to a specific aircraft—in our case ranging from Airbus to Boeing to Bell and beyond.
The Benefits and Limitations of MPI
Like all NDT processes, MPI has its advantages and drawbacks. Often, the decision “to MPI or not to MPI” comes down to product composition and inspection requirements, as determined by our in-house MPI Level III technicians and engineering team.
On the positive side, MPI is a relatively simple process to employ. Parts require only minimal preparation via cleaning and degrease, and set-up of the inspection bench is minimal, particularly compared to other NDT testing equipment that inspectors must prove out in multiple ways prior to each session of use. MPI also allows for the detection of both surface and sub-surface flaws, to a depth of several inches.
Although hardly a drawback, MPI is limited to the inspection of ferromagnetic material only. Its accuracy is also somewhat dependent on the expertise level of the inspector, including his or her ability to ensure ample strength of the magnetic field and to conduct a thorough visual inspection.
Conclusion
Almost 100 years after its invention, the benefits of MPI for the evaluation of ferromagnetic material have cemented its position as one of the world’s most popular and commonly used forms of NDT. And that popularity seems only to be growing, particularly as industries across the board lean more and more on the application of technology to maximize safety. It is in this environment that MPI will continue to be the choice for inspection of steel parts.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





