Performance Demands Precision
Multi-sensor vision system wins the race to accuracy, throughput.

Joshua Whelan, Roush Yates Manufacturing Solutions quality manager, inspects a motor plate on the Starrett AV450 Multi-Sensor Vision System. Photos courtesy of Roush Yates Engines
In the ultra-competitive world of professional motorsports, a winning edge can come from a combination of many incremental gains. Arguably few in the industry know this better than Roush Yates Engines located in Mooresville, NC.
Roush Yates Engines (RYE) is the exclusive Ford Performance engine builder for the top levels of NASCAR including the Monster Energy NASCAR Cup Series and Xfinity Series, as well as the IMSA WeatherTech SportsCar Championship Series and FIA World Endurance Championship Series. Various RYE facilities also include Roush Yates Manufacturing Solutions (RYMS), a precision CNC parts manufacturing organization with 40 employees and expertise in multi-axis machining of metal and plastic parts with complex geometries. In-house production on 46 CNC machines includes 5-Axis and Swiss machined parts for the Ford FR9 V8 NASCAR programs, Ford EcoBoost V6 road race programs, and other contract manufacturing jobs for the automotive, aerospace, defense and high-tech industries. Approximately 60% of the machining is for the internal RYE racing division, and 40% is for external work. Roush Yates Manufacturing Solutions’ quality management system is ISO 9001 and AS9100 certified, as well as ITAR and SAM registered. To help achieve its demanding performance goals and make the gains necessary to remain competitive, RYE chose Starrett precision measuring tools and metrology systems to ensure that critical design specifications are met at the quality and delivery levels expected and required by engineering. High-volume manufacturing requires strict standards to achieve consistent quality. Add in the complex requirements for high-performance and reliable parts to be delivered at a fast pace, and there are challenging demands that need to be met.
RYE has a well-equipped quality lab that has the tools necessary to measure and inspect a wide variety of parts being manufactured and supplied for its race engine programs, as well as for other customers.
Multi-Sensor Advantages
One of the metrology systems that RYE chose for quality control is the Starrett AV450 Automatic Vision System featuring Metlogix M3 software. The AV450 is a multi-sensor (optics, video, laser and touch probe capable) system with a large X,Y,Z measuring /working volume of 18” x 14” x 8” (450mm x 350mm x 200mm). System accuracy is in the several micron range depending on the size of the part being measured. The AV450 system can be used to manually measure a single feature on one part or to automatically measure multiple features on many parts in a program. A combination of probing methods may be combined in a single measurement sequence. The M3 software is intuitive and has unique features and touchscreen functionality that even enable minimally trained personnel to effectively utilize the system.
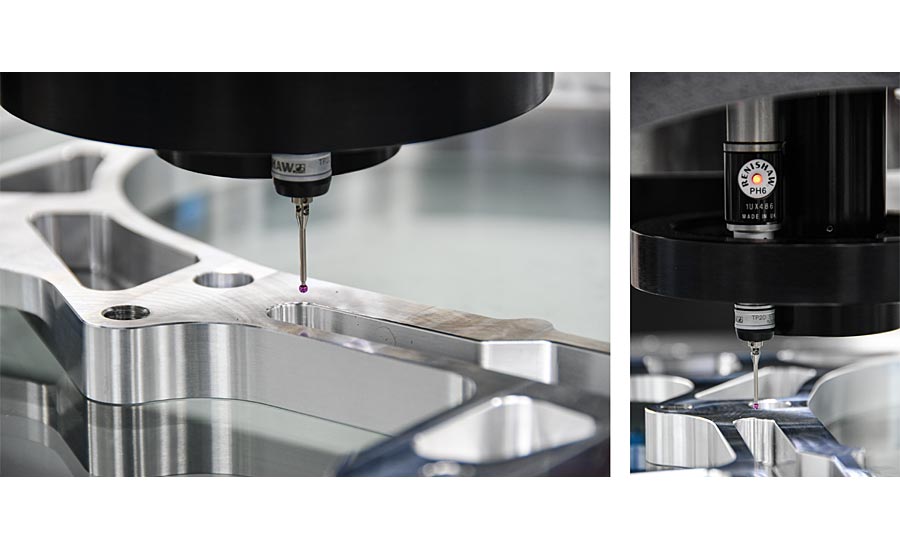
The touch probe allows RYE to measure 3D characteristics related to flat patterns. Photos courtesy of Roush Yates Engines
Since optical video sensors allow for more data in a given position or part view, measurement sequences can be much faster than traditional CMMs. Functions such as palletized inspection routines, pattern recognition and autofocus increase throughput while reducing operator subjectivity. M3 software allows for making electronic graphic overlays using a DXF of the models, enabling the measurement of more complex 2D geometry, such as arcs of non-uniform radii, ellipses, etc.
A variety of measurement applications ranging from simple flat gaskets to pushrods to spring retainers with 3D geometry can be measured on the same AV450 system. This flexibility is due to the versatility of probing, feature imaging, and edge detection tools.
Speed is Paramount
Joshua Whelan, quality manager, Roush Yates Manufacturing Solutions, says, “We were using an older optical comparator where the QC process was time consuming and tricky to fully determine part characteristics, including having to use Mylar overlays.” With overlays, operator subjectivity is a significant factor. There are fine nuances to contend with, such as on-screen placement, imprecise or worn Mylar’s, magnification, complex part shapes and especially the lack of detailed, variable data. Such issues force an inspector into the realm of judgment, which varies from operator to operator. Fatigue and data accuracy also come into play. “The inspection process was slow with the comparator, such as lens exchanges and manual movement of the part,” Whelan continues.
In the racing world, speed is everything and it is no different in the eight-person climate-controlled quality labs at RYE and RYMS. “There are races 41 weeks of the year and we are changing engine designs and specifications weekly,” says Todd English, vice president of strategic partnerships, Roush Yates Engines. “It is not uncommon to see 25-30 spec changes annually in a NASCAR engine.” Engines come back to RYE after every race and it is typical to have a partial or complete tear down on an engine requiring new components. Having the ability to expedite the QC process while ensuring high accuracy and precision gives RYE a key competitive advantage when delivering engine components in time for its next race. “The faster we can provide inspection feedback to engineering regarding their design, the faster we can continue to optimize power and performance in our engines,” says English.

The AV450 system can be used to manually measure a single feature on one part or to automatically measure multiple features on many parts in a program. Photos courtesy of Roush Yates Engines
RYE has increased inspection throughput two-fold since using the Starrett AV450. “On top of the time savings, the AV450 is easy-to-use, so in addition to our quality lab personnel, machinists come into the lab to verify their parts,” says Whelan. “We are all able to measure faster with a much greater level of confidence and the system allows us to make adjustments if needed.”
Since the AV450 system offers automated system measurement routines, inspection speed and throughput can be dramatically increased. Repetitive parts data is cached, and the program can automatically call-up the stored data when the same part needs inspection again.
For example, it took an hour to inspect a motor plate with the old optical comparator. Now on the AV450 it takes 10 minutes. Whelan says, “We especially like the efficiency of the Renishaw touch probe. The touch probe allows us to measure 3D characteristics related to flat patterns. When you can measure multiple characteristics without changing your setup, inspection time savings is significant.”
Engine Requirements
Effective quality control is also paramount to realizing the maximum horsepower and reliability needed in a high-performance engine that is confined by rules packages in NASCAR, IMSA, and other motor racing series. Achieving horsepower goals along with sustained reliability under the extreme demands of a 400- or 500-mile race, is dependent on designing and building engines with repeatable parts that meet the required design tolerances.

RYE has increased inspection throughput two-fold since using the Starrett AV450. Photos courtesy of Roush Yates Engines
In addition to controlling the process and quality of the parts that go into a high-performance race engine, the complete assembled engines go through race simulation and dynamometer testing. Once the engines have been through the extremes of a dyno session or a race, they are then taken apart and thoroughly examined by engineers looking for cases of abnormal wear and potentially premature engine part failure.
Extracting better performance and efficiency also enables the desired horsepower to be achieved while increasing fuel mileage. To work within the rule specifications and win races, engines must be built with power, performance, and reliability as key priorities. Best practices in motorsport engine manufacturing ultimately play a role in helping manufacturers develop more reliable and fuel-efficient vehicles for personal use.
Walk-up Metrology
A key quality strategy being practiced today in many manufacturing facilities is “Walk-Up Metrology.” It is characteristic of a measurement process being applied by a variety of technicians directly on the shop floor where the parts are being manufactured, or in the quality lab where a given measuring device is accessible and useable for many applications by many different operators. This practice removes inspection bottlenecks and gives the operator or person responsible for producing the parts, the autonomy of verifying the parts for conformity and then being able to make process adjustments when needed to correct any non-conformance in the parts or manufacturing process. In order for this practice to be effective, measuring devices must be user-friendly, have adaptable and “discoverable” software, easy setup and program initiation, as well as the flexibility to be used for simple manual measurements or used as in a program mode. At RYE, machinists are welcome and encouraged to go into the quality lab and check parts on the Starrett AV450 Multi-Sensor Vision System. Because the AV450 is accessible and easy-to-use, walking up and checking parts is a common occurrence, and has resulted in speeding up the part manufacturing process from design to delivery.
The L.S. Starrett Co. For more information, visit www.starrett.com.
Roush Yates Engines. For more information, visit www.roushyates.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





