Choosing and Applying NDT Methods for Round Stock during Production
There are many approaches to NDT inspection, ranging from full system tests to in-process inspection of partially finished products.
This eddy current test system with encircling coil detects drilled through hole standards to meet ASTM 999 specifications in 60 mm to 219 mm, diameter tube.
NDT has become a critical necessity in order to meet the demanding requirements from users of high-quality round stock bar and tube.
Automotive manufacturers require that all mission critical parts must be manufactured from the highest quality material available to the raw material purchaser. Many ASTM (American Society for Testing Materials), API (American Petroleum Institute) and EN (European) specifications exist because the manufacturers of these parts must assure their customers that they meet all quality requirements. This means that they conform to the standards, and that the raw stock manufacturer has done everything in their power to not only meet the “letter” standard, but to also meet each customer’s unique quality requirements.
Many NDT inspection lines must meet the requirement to handle the full production flow and also demonstrate the unique capability to detect all structural and surface quality imperfections that will have a detrimental effect on the final quality of the manufactured part. Some systems will inspect only the product produced by a particular production (finishing) cell inside a comprehensive production facility.
The final product could be API line pipe or casing tubing or an automotive part such as a transmission gear, engine valve, steering component, shell casing, or heat exchanger tube, for example. Each of these components has unique quality requirements.
This 65mm coil platform is used with encircling or sector eddy current test coils. Triple guide roll mechanisms ensures accurate positioning of the test product as it enters and leaves the test head.
Factors to Consider in System Design
For this reason, most NDT testing lines are custom made and feature a unique configuration. Some parameters that dictate the NDT line configuration are whether it is bar or tube, the size range - minimum and maximum diameter, product length range, wall thickness range, defect detection requirements, location of the test in the production line, etc. Testing speed can become a big issue as some relatively inexpensive materials will be produced at very high production rates, while other high-value materials will be produced at a lower rate with quality requirements that will be proportionally higher and therefore more expensive. Testing products destined for critical applications where failure can cause harmful environmental damage or potential loss of life make quality requirements and inspection budgets higher.
Some testing applications require a simple eddy current instrument with test coils (encircling coil method). However, other applications require a larger investment in a complete system that includes a comprehensive material handling system. Other applications may require more than one test method in order to enable the material manufacturer to meet customer quality demands.

Eddy current encircling coil testing small diameter tube
Today’s NDT suppliers must be able to integrate various test methods and supply custom configurations to meet the customer’s particular needs. Most testing applications can be described in terms of a testing specification. These specifications are generally designed to give the user the capability of fulfilling the requirements of the various EN, ASTM, API, etc. material NDT testing requirements. These specifications, coupled with the user’s productivity requirements, and diameter and wall thickness ranges, will dictate the configuration of the testing system. These requirements usually dictate a unique solution and often require a new ultrasonic transducer design, transducer configuration, or custom made eddy current test coils.
System Reliability and Repeatability
System repeatability, expressed in terms of percentage variation, dB variation and standard deviation in dB, when testing the same product standard multiple times, has become an accepted system specification parameter. Tube users are requiring that artificial notches, shallower in depth and shorter in length than yesterday’s demands, be detected in a repeatable fashion.

This system includes electromagnetic test for grade, AC flux leakage test for surface defects, and ultrasonic inspection for core defects and near surface seams in 15 - 75mm diameter black bar.
Choosing the Right Test Technology
Generally, nondestructive testing configurations for bar or tube can be encircling coil eddy current, rotary eddy current, “spin the tube” ultrasonic, rotary probe ultrasonic, MFL (magnetic flux leakage), AC flux leakage method or a combination of two techniques.
Eddy Current Encircling Coil (EC) Testing small bars: Solid bars can be tested using many methods, but the simplest is the eddy current method where relatively small bars are tested for short surface breaking defects using an encircling test coil, but this method can be insensitive to seams that appear and then also disappear gradually. This method also requires that a strong magnetizing force be applied. Demagnetization of the product is then necessary and that adds additional expense.
Eddy Current Rotary Probe (EC): In a rotary probe test on bar, sensors are spun around the bar to detect surface seams as shallow as 0.1 mm in depth. However, to inspect to this fine level, the bar must be surface improved by grinding the surface or possibly by cold draw process.
High Frequency AC Flux Leakage (ACFL): This method will only test the product surface, but it is fast, can handle hot finished black bar, and can be operated at speeds easily up to 2m/second. This method achieves the best defect linearity. It is common to test hot rolled surface bars to 0.5% or 1% of the bar diameter. API allows a second test method that only inspects the tube surface, and it is my opinion that this technology is an option for the second test method with ultrasonic being the mandated primary method.
DC Longitudinal Flux Leakage (MFL): allows testing tubes to 5% notch inspection level up to 10mm wall thickness. This method is used to detect longitudinally oriented defects and penetrator defects in heavy wall tubes, seamless and welded.

This system includes an AC flux leakage tester for surface defects and an ultrasonic test to detect and verify defects within a bar.
DC Transverse Flux Leakage (MFL): allows testing tubes to 5% notch level up to 12mm wall thickness. This method is used to detect transverse defects and penetrator holes in heavy wall tubes, seamless and welded.
Ultrasonic (UT) Rotary Testers: These devices can be configured with multiple transducers or transducer arrays to allow relatively high helical pitch. They can be configured to allow interrogation in multiple directions that completely fulfills an inspection specification requirement. These machines can test either tubes or bars of almost any material and finishing condition.
Virtually any ultrasonic inspection requirement can be met with the rotary ultrasonic method. We have fulfilled some very stringent inspection requirements where a very short, shallow notch is required to be detected multiple times. These short surface notches with multiple detection requirements are required for both tubes and bars where extreme reliability is mandated. They generally result in lower inspection speeds because the mandated short notches dictate short transducer beams.

The 25mm ultrasonic rotary test system can detect longitudinal and transverse surface notches and flat bottom drilled hole in .197” to 1” diameter bar for medical applications.
An interesting application is using the rotary ultrasonic method for testing hot rolled bars to a 0.8mm FBDH (flat bottom drilled hole) quality level, in cases where the manufacturer can produce to that level. Rotating probe ultrasonic equipment can be used to detect defects regarding internal soundness and also closed to the surface seams and inclusions (first 15% of bar diameter). It can also provide full volumetric defect detection at up to 2m/second test speed. Phased array ultrasonic can also be used in this application, but to achieve full volumetric inspection the test speed will be slower.

This UT instrument is in an immersion type test application, inspecting titanium tube 1/4” - 3” diameter for OD, ID flaws and dimensions, eccentricity, and ovality conditions.
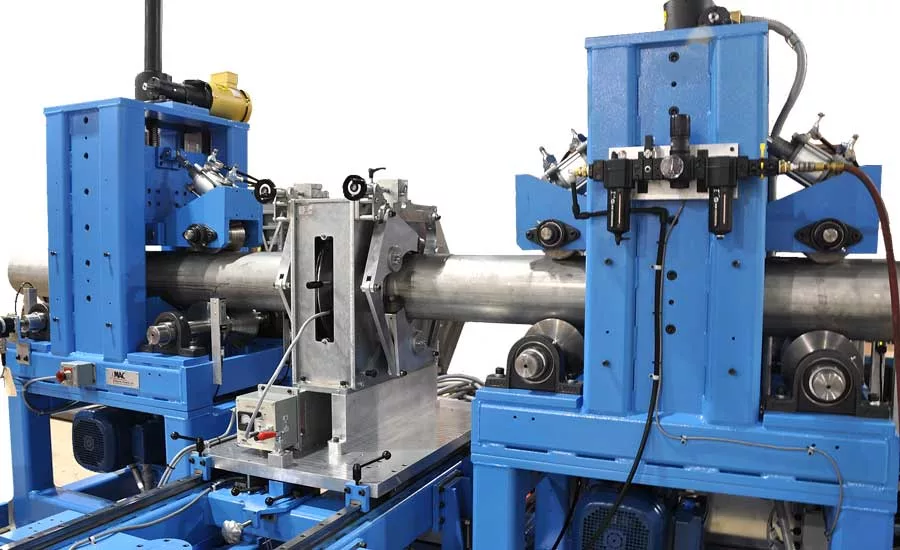
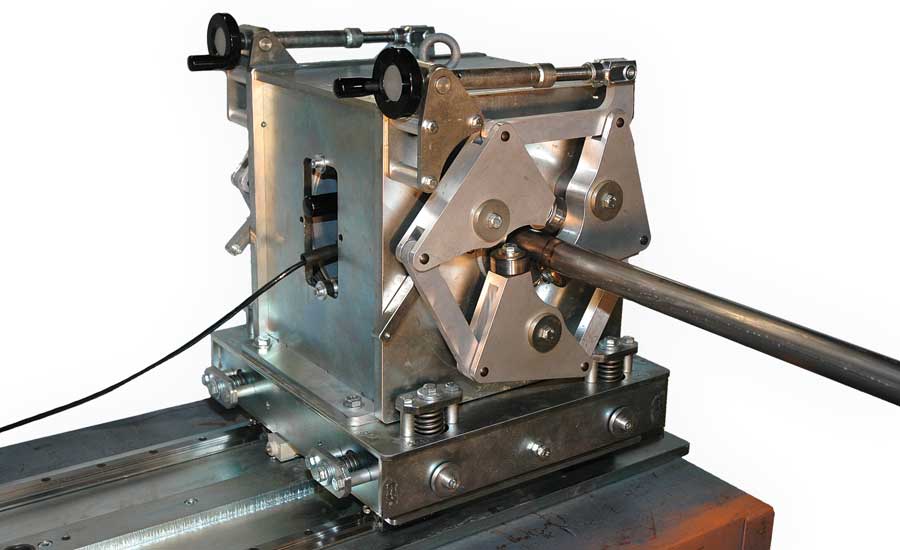
Ultrasonic Spin the Tube (UT): This type of testing apparatus can be used to fulfill testing requirements for tubes or bars. Generally these machines are used where throughput needs are not extreme. There are some applications where the largest tube in the size range will require that a very large rotary UT be supplied. In some of these cases a specialty spin the tube system with multiple transducers is used in complementary fashion to allow, for example, a six direction test with a 73mm helical pitch. This specialty machine becomes cost effective because of its dynamic size range capability along with fairly high productivity capability.
Many NDT test devices are installed in-line in a production process. This can be in a tube processing line where they straighten, cut to length and end finish tubes, or in in-line testing on a weld mill. Flux leakage, eddy current and ultrasonic inspections lend themselves to this process. Full body tests can be accomplished in-line in a weld mill with DC flux leakage or an encircling coil test. Weld zone only testing can be done with an ultrasonic and sector eddy current test method. Flux leakage technology has also been attempted in weld zone only testing.
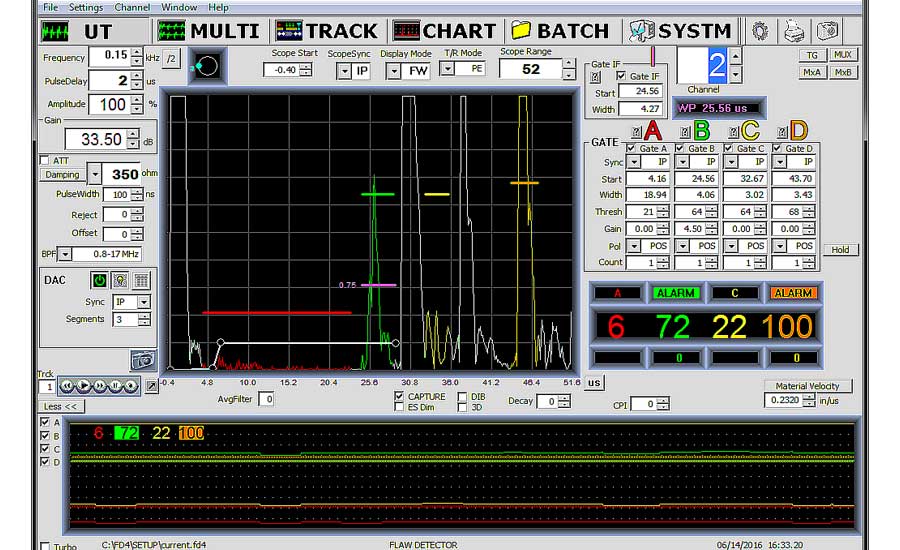
This ultrasonic A-Scan screen display shows the setup for test channel 1 with a gate interface and four gate thresholds.
In summary there are many approaches to NDT inspection applications, ranging from full system tests to in-process inspection of partially finished products. Most test applications can be fairly well automated and included in another necessary production step. Sometimes final off-line inspection is mandated, and these demands can also be met by applying many of the mechanical and electronic setup parameters automatically to minimize setup time and make the off-line inspection an economic choice.
As quality specifications continue to tighten, new techniques and designs will increase the effectiveness and application of the NDT techniques discussed here.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






