NDT
Computed Tomography for NDT
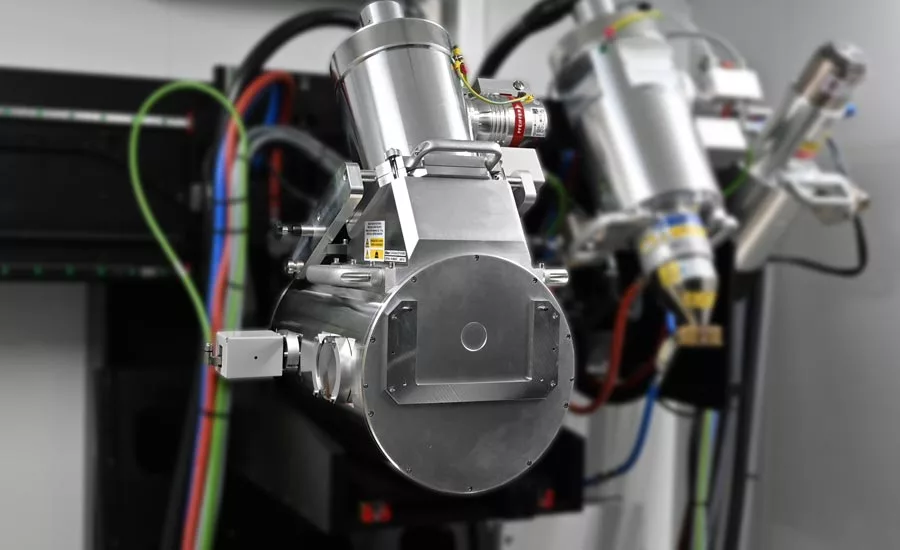
Avonix/Nikon M2 X-ray System with Triple X-ray. Source: Avonix Imaging
The imaging/inspection method has greatly evolved since its inception and it is now used in many industries for diverse types of product.
The first thing to understand is that CT is an x-ray-based imaging method that is performed only after all the standard x-ray safety precautions and concerns are addressed. But it is far from standard conventional x-ray. In conventional x-ray, the x-rays are pointed at an object, they pass through that object with various levels of absorption, and finally they are captured on a film, imaging plate, or digital detector. The result is a two-dimensional image of the object under test. This image is what a doctor or an industrial technician will interpret to determine if everything is acceptable, or if there are any issues.

Avonix/Nikon M2 with Dual Detectors (DDA and Curved LDA). Source: Avonix Imaging
With CT, the x-rays are still passing through the object with various levels of absorption and being collected at the detector, but there is also rotation and sometimes precise vertical movement being performed. For Medical CT and a few other special industrial applications, the x-ray source and detector are rotated around the subject. In most Industrial CT and NDT work, the object is rotated while the x-ray source and detector are static. There are also several different configurations and approaches for the hardware and data collection. On the x-ray side, there is either mini focus and micro focus sources and on the detector side, there are larger area detectors and linear diode arrays (LDAs). The large area detectors are basically the same type of detectors used in digital x-ray and they capture the full scan in a volumetric manner. The LDAs are quite different. The LDA is a narrow band detector that captures one “slice” of the x-rays at a given Z height.
In either approach, three-dimensional data of the object under test is collected. For the volumetric systems, the entire subject is usually scanned all at once. For the LDA’s, a 2-D slice, multiple sections, or the entire subject will be scanned. Each type of system has its advantages and disadvantages, but each application will have specific needs, and these will drive the selection of what type of system is used.
Beyond hardware there is also software, and depending on what the desired inspection, there are many different options. Several system manufacturers have their own proprietary software packages and there are specialized third party packages that are specifically written for CT. Both options can provide valid inspection results and deciding on which one to use will be based on the needs, wants, and desired outputs for each inspection. The two main outputs are cross-sectional images and full 3-dimensional files. The 3-dimensional files are just a combination of volume rendered processing of the individual cross-sectional images. Each of these outputs can be used for a variety of inspections.

Cross Section of High-Pressure Turbine Blade. Source: Weaver NDT
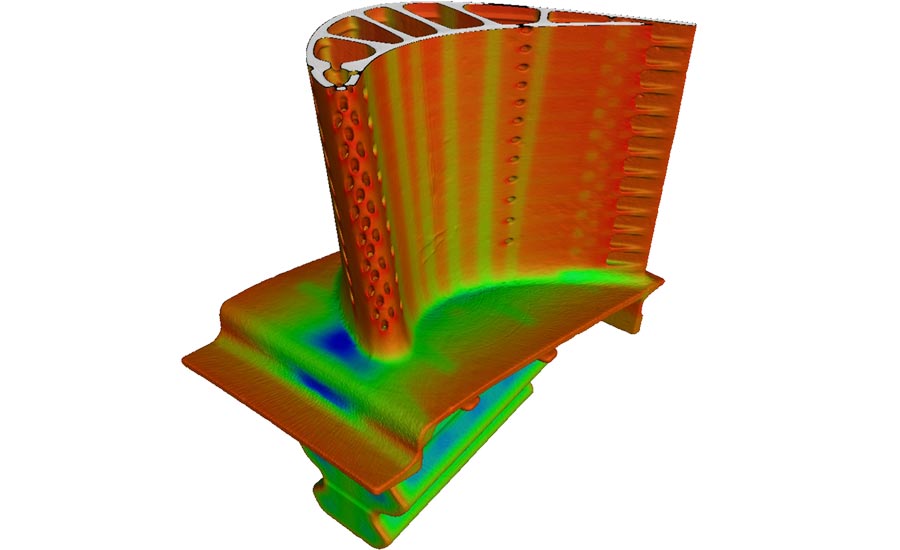
Rendered Volume of Inconel Turbine Blade. Source: Avonix Imaging
There are also several other key aspects of CT inspection that can be quite particular to the individual components. I will not go into all of the particular items, but I will address a few of these things: filtering and tooling. For filtering, the x-ray beam and sometimes the detector will require various filters made of specific materials. These filters work to optimize the imaging of the subjects and to improve the contrast in metallic components. In many applications, the x-ray beam will need to pass through these filters in order to optimize the x-ray spectrum. These filters are selected for each application based on the specific parameters to be met. As for tooling, this can also be critical for ensuring an accurate scan. Optimizing the orientation of the CT scan and ensuring that the subjects are in the desired position for the scan is something that must be considered. Tooling is also the main way to ensure that the path of the x-rays through multiple subjects is limited and is the most efficient.
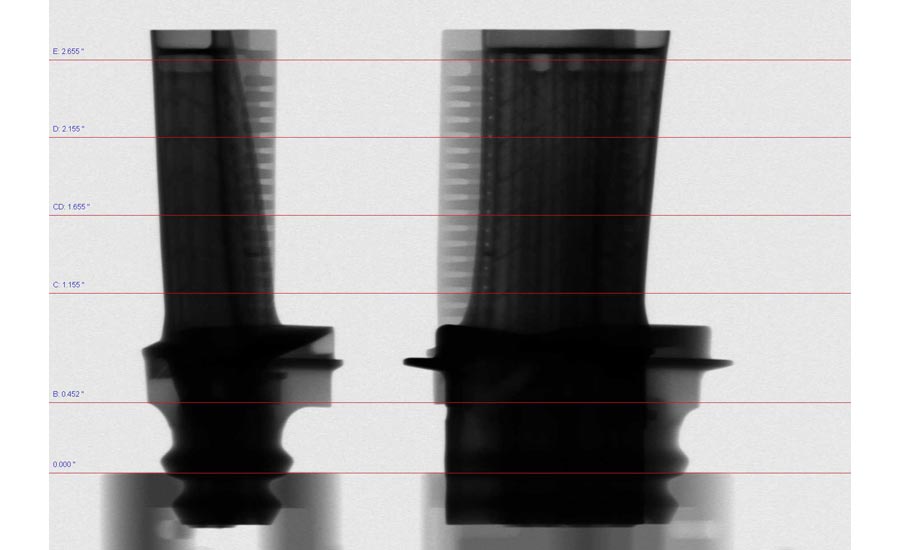
Turbine Blade Cross Sections. Source: Weaver NDT
CT systems need to be calibrated, they need to be optimized for specific applications, and they typically need some highly trained inspectors to operate and interpret results, but when all of this is done correctly, they can provide data that no other inspection can. The capability to “look” into the inside of a subject in ways that are blind to all other inspections is a great tool.
Specifically for NDT, CT data sets are typically used for defect detection, wall thickness measurements, geometrical verification, and for other various inspection needs. These inspections are used heavily in additive manufacturing, gas turbine component manufacturing, and in other areas where internal geometry and integrity is critical. CT is the tool of choice with critical components that have internal geometries that cannot be fully inspected with any other NDT method. In the example images, high-pressure turbine blades are shown. These are often inspected using CT as they have complex geometries both externally and internally. These are hard to inspect even with CT, but without CT, there is a high likelihood that many of these would fail in-service.
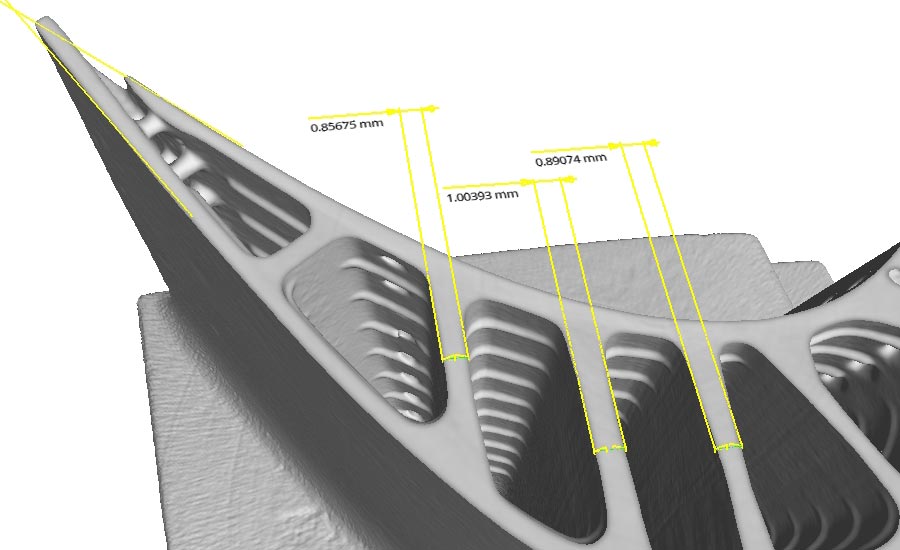
Internal Wall Thickness Measurement. Source: Avonix Imaging
In summary, computed tomography is an NDT method that has been around for 50 years. It is used in many industries and across many applications. The inspections that are performed with CT cannot be inspected in any other way. It is quite different from conventional x-ray but it is an x-ray-based method that needs to be performed only after all the typical x-ray safety precautions and concerns are addressed. The method has many uses and plays an important role in manufacturing, research, and quality inspection. As innovative manufacturing and repair processes arise, new applications for CT will continue to present themselves. NDT
For more information on Avonix Imaging, visit www.avoniximaging.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





