Test & Inspection
The Most Common Styli Used Today
Let's discuss the most common styli used today.

Source: cinejinn / Creatas Video+ / Getty Images Plus via Getty Images.
First, a little definitive explanation and then “Anatomy 101” (Fig1). Then more about how we use these critical “chips” in dimensional measurement equipment. Luckily, they are still readily available and not bringing production to a screeching halt for nearly everything from vehicles to washing machines. Try to buy anything lately?
Courtesy of Merriam-Webster Dictionary – Thanks, Merriam! I personally like definition #c(1), whatever that “Needle Sense” means but seriously, none of them fit the bill for describing the tiny spherical, cylindrical synthetic probe tip with ruby, diamond, silicon, ceramic, carbide, stainless steel materials used in contact measurement for high accuracy inspection. These little devils do almost all the work when attached to a probing system and it couldn’t do the work without them.
The Guide to Styli Basics
Linda Goodwin-Marino of Paul Marino Gages talks styli basics. She explains what’s new in terms of styli, offers advice for manufacturers on improving measurement, and trends in quality.
Over the years, evolution has brought us noncontact systems that really like to say they don’t need styli, but they need some type of point of reference or calibration sphere, unless of course it’s one of those camera thingy systems that just know what they are doing with little to no human intervention – “the robot,” but even they need a little guidance. But let’s discuss the most common styli used today.
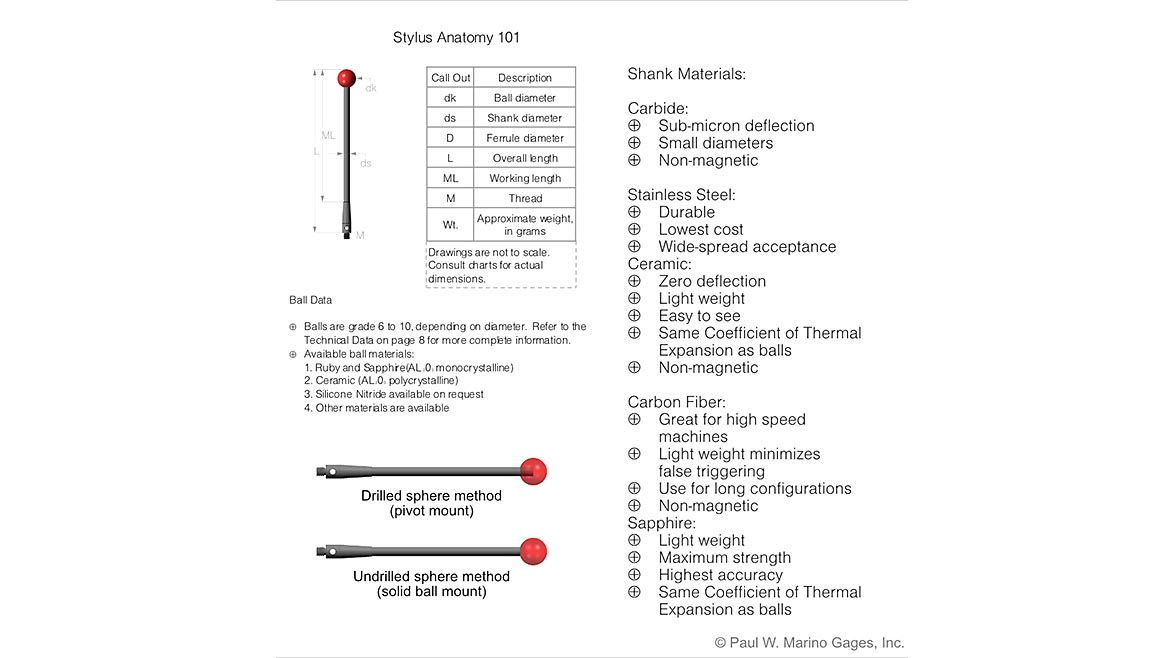
Figure 1. Stylus Anatomy 101. | Source: Paul W Marino Gages Inc.
The basics and I am going to plagiarize myself from an article written eons ago (2003 OMG!) when interviewed by Larry Adams for Quality:

Figure 2. | Source: Paul W Marino Gages Inc.
Things change. Enter the “diamond coated styli.” (Fig. 2) Why? “They can be used to measure extremely hard, very rough, abrasive, and sharp surfaces tactilely by scanning. Compared to ruby or silicon nitride, our nanocrystalline balls achieve the highest lifetime and thus the lowest wear,” according to my anonymous German manufacturer. “The standard portfolio of diamond coated balls currently includes the ball diameter 0.3mm up to 8mm diameter and the roundness is <150nm (grade 5). reasoning: why? low to no material adhesion, nearly zero wear, long life, fewer calibrations. why not? cost and just not necessary. again, the consistent reliability of “little ruby ball” still reigns as top choice for most applications.< p> 150nm>

Figure 3. | Source: Paul W Marino Gages Inc.

Figure 4. | Source: Paul W Marino Gages Inc.
Now let’s consider those applications for a minute. Truly a myriad of manufacturers have created measuring equipment that needs a “contact point” for their probes. We all have a pretty good idea of how they work now, right? Then here comes the special applications where the bore, blind hole, tight squeeze, or unreachable point of measurement requires components, or a combination of components, such as angle-, L-, star-, and disc probes, to get the job done (Fig. 6). Extensions, knuckle adapters (Fig.4), and so on are now available in all of the common threads for mounting to the probe. The most common has been M2 and M5. The portable arm community has created their own designs but still encompassing the sphere for contact and qualification. (Fig. 5)

Figure 5. | Source: Paul W Marino Gages Inc.
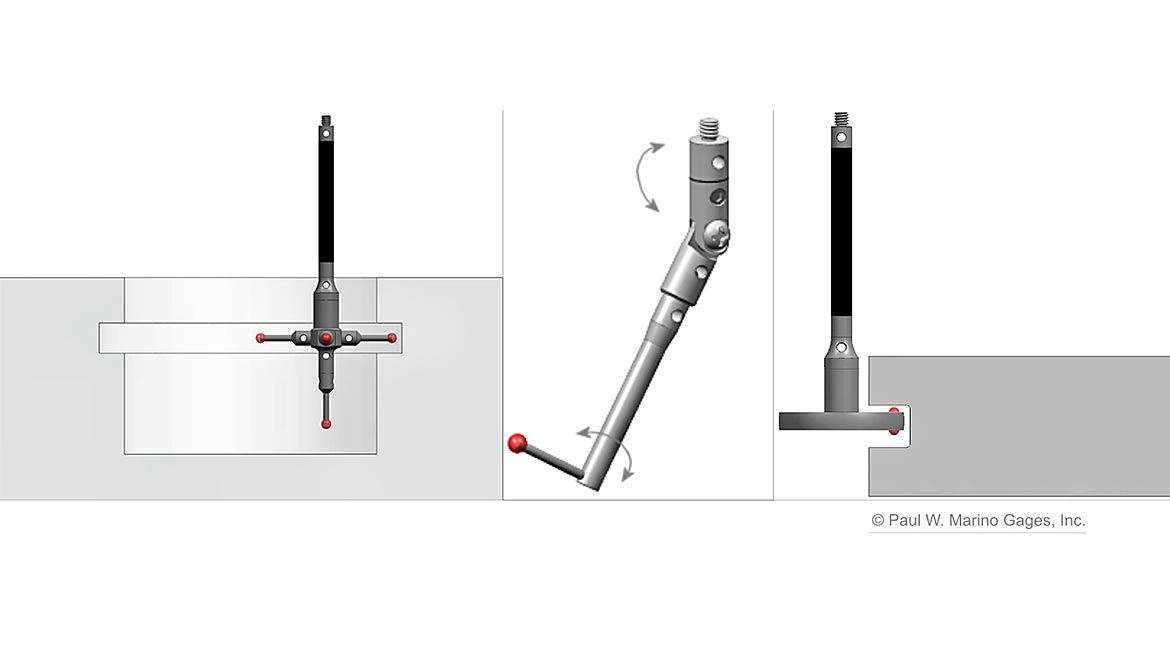
Figure 6. | Source: Paul W Marino Gages Inc.
Some manufacturers have electronic adapter plates (Fig. 3) and from the plate down are a configuration of extensions made of lightweight materials like carbon fiber, tungsten carbide or aircraft quality 7000 series aluminum. The use of stainless steel is still a popular choice for specific applications, and due to cost and availability. Keeping close eye on the overall length (OAL) can be critical depending on the probing system parameters and guidelines: too long and too heavy create probe errors. Sometimes it’s a trial-and-error situation based on the part and difficulty of access, etc.
The “Master Sphere” or calibration, requalification sphere (Fig.8) is also a necessary evil. This looks like an overgrown stylus and this guy dictates where you are “on position” and you can’t start your job without him…. or her. This sphere is the almighty force and must be as round as possible, aka accurate within microns. And always take great care - if dropped or damaged it must be replaced. One chip, visible or not, and it’s going to read an error. Having your reference sphere checked might be wise before you start throwing away new replacement styli thinking that is the problem.
Some are of the new “dark” matte finish materials for optical, scanning, noncontact qualifications are normally in the 25-30mm range, ceramic affixed on a base with a riser and sometimes on an angle for easy access of the probe to be qualified. Kind of an “over under sideways down” situation (credit lyrics: Yardbirds circa 1960’s).
Optical artifacts with these special matte finish, non-reflective spheres, including “dumbbells” in diameters exceeding 30mm, are fairly new and becoming a standard and include calibration certification.
Specialty “styli” for height gages, contour measuring devices: “Contact on the workpiece takes place using a probe tip. In geometry, this has a defined, highly polished radius in the standard of 20-25 microns. Material for the contour styli is usually a fine-grained hard metal. At the same time, a ceramic probe tip is being used more often. The grain size of the ceramic tip is significantly smaller than that of the hard metal tip, which results in extremely high wear resistance.” This affords better hardness and improved sliding properties and is electrically non-conductive and non-magnetic. (Fig.7)
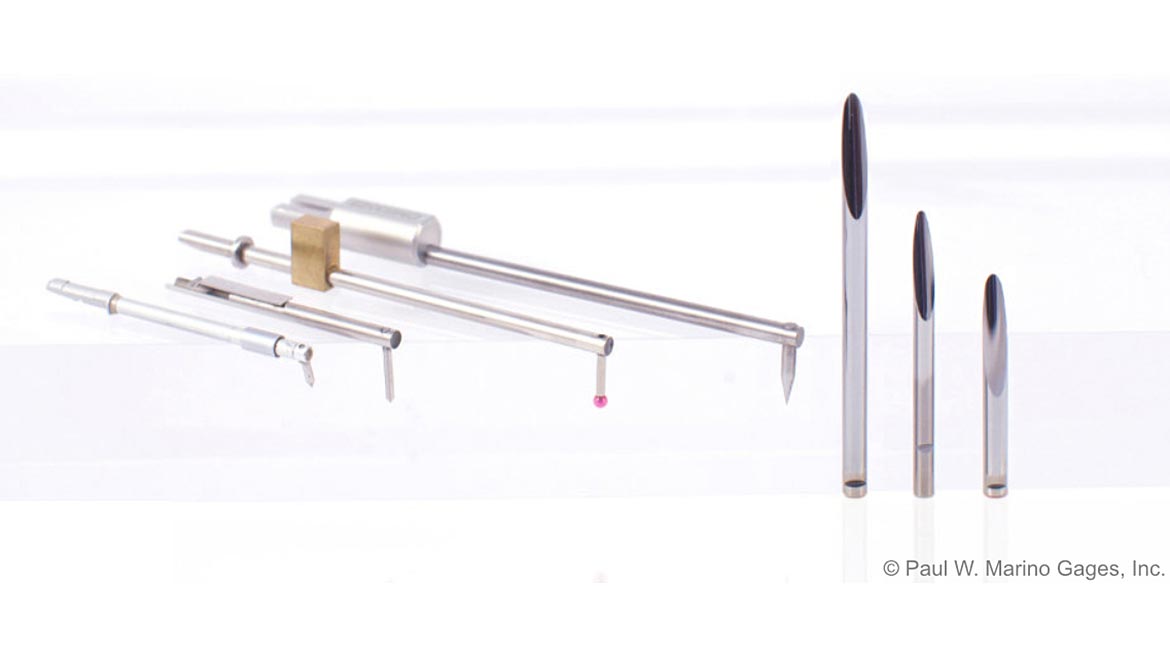
Figure 7. | Source: Paul W Marino Gages Inc.
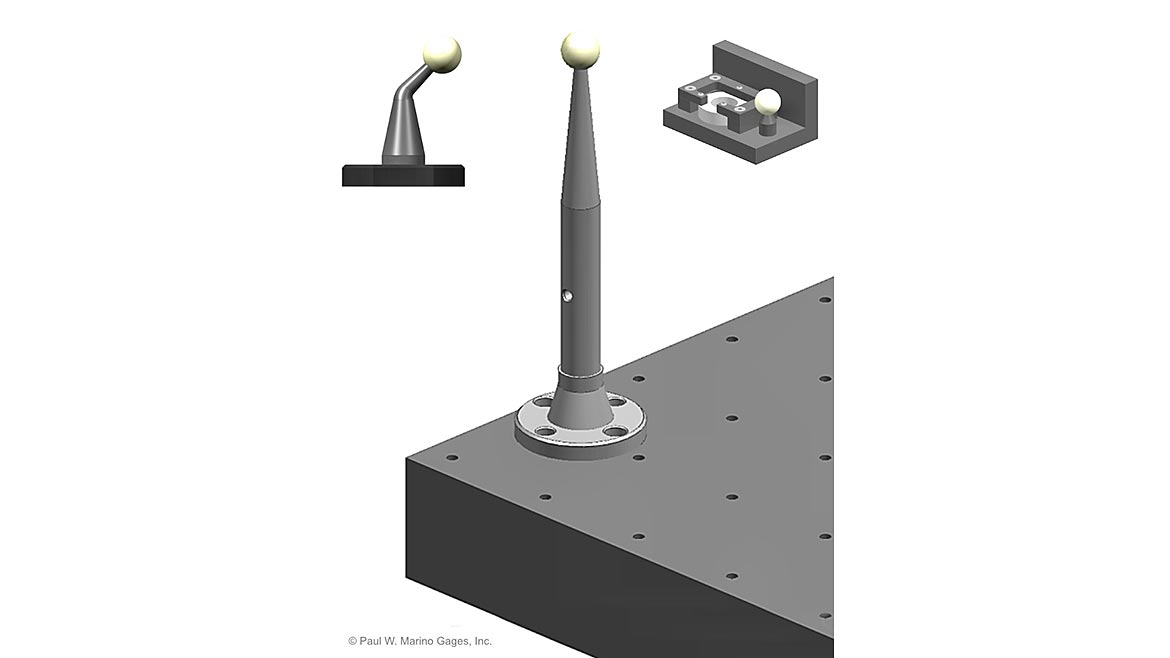
Figure 8. | Source: Paul W Marino Gages Inc.
All in all, and once again, the tiny ruby ball is the weapon of choice in 90% of the applications today. Most CMM manufacturers, contouring machine makers, portable arm CMM and more are utilizing the “contact point” of lore and just making them better. If you are still using your dial indicators with the TC or SST balls you know the wear factors (flat spots, chipping, falling off the stem or “pivot mount”) and replacement is normal. These types of “styli” have been around for a very long time and are easily and economically available. As for the CMM type styli it’s now just about that easy. With so many new manufacturers now worldwide it’s not too hard to locate these and with the help of an experienced person in the field, the sky is the limit. A little creativity, good imagination, and a good unused bar napkin for sketching out your nightmare will help you get your point across to the experts in this industry.
Point Across! Get the Point! What’s the Point…I couldn’t resist…. happy probing!
Credit: Larry Adams, Quality Mag, Article “Probes Push CMMs Forward Choices, May 8, 2003.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






