Test & Inspection
Inspection Fixturing – Not A Question Of IF!
Whether you've been tasked with designing fixtures or sourcing them for your company, there are several details to consider.

Source: Phillips Precision Inc.
Whether you’re machining or inspecting, the profits are in the speed of the swap. Like CNC machining, it should no longer be a question of if you need inspection fixturing, but what type – simplistic or complex - made in-house, ordered off-the-shelf or custom designed. Inspection successes are in the speed and repeatability of the part swap – getting inspection data back to the shop floor quickly to keep spindles running accurate parts…continuously.
Metrology equipment salespeople echo these sentiments. "When customers are spending capital money on the latest and greatest inspection technology, they want their equipment to measure parts on day one. This is easily accomplished with standard and custom fixture solutions. Managers love to walk by and see their investments in technology measuring parts repeatably over and over right out of the gate!" Kenney Howayeck, Senior Account Executive at MSI-Viking Gage
The combination of inspection equipment and software features allow inspectors to mimic the shop floor fixturing techniques. Palletizing, pre-loading fixtures off-line, and avoiding the need to build, break down and rebuild setups throughout the shift improves the entire production pipeline. Repeatable fixturing also can eliminate the need for manual alignment on future part runs. Advanced features also offer the potential for some "lights-out" or unmanned inspection routines.
"Most people in the manufacturing and quality world understand that a CMM can be set up to run multiple of the same component all at once. This is referred to as palletizing. However, scripts or specialized written code can be used with higher level programing languages to palletize and run different components. An operator could set up the machine to run an entire table full of parts and then proceed to different tasks while the machine is running." Matt Menard, General Partner, Summit Manufacturing Systems
Manufacturers continue to purchase primarily tactile and multi-sensor inspection equipment with vision systems running a close second. And while companies invest in this technology, there remains a void in the unique skills needed by inspectors to design the fixtures necessary to support production and get the most from the investment.
Whether you’ve been tasked with designing fixtures or sourcing them for your company there are several details to consider. The project cost will be recuperated almost immediately through the reduction of downtime, eliminating running at risk (scrap), and time it takes to produce results. All the while maintaining the reputation of the company and retaining lucrative contracts.
Swap multiple parts throughout the shift. No need to cover the granite. Several 1-up and multi-part fixtures can be loaded for unmanned inspection. | Source: Phillips Precision Inc.
Standard Fixture Components
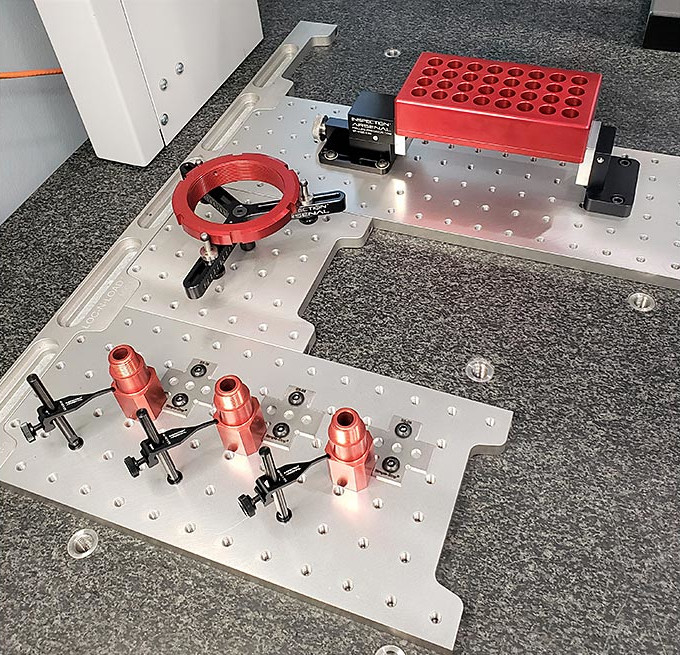
Designing fixtures using standard fixture components is more likely attainable in-house on CMMs, vision systems, DCC CMMs, optical comparators, and for gage arms. Standard components include vises, v-blocks, spring clamps, lever hold-downs, centers, collet chucks, stops, rails and specialty clamps are readily available. For the stage, one piece grid plates are still available from some suppliers. However, modular quick-swap plates provide faster part swaps, the ability to load the table with a variety of parts, allow inspectors to create fixtures that can be moved freely from one machine to another and for high repeaters… add the fixture to the job box. All benefits that mimic the fixture techniques that improve productivity on the shop floor and enhance the value of all equipment.
Like any industrial tooling, there’s no one-size-fits-all. What’s available off the shelf can be combined and integrated for the optimal solution. Most tooling is designed to accept ¼-20 and M6, which means a clamp from one supplier will work with another supplier’s plates, and so on.
Typically, CAD files of plates and clamps are readily available to import into design software (Onshape and Solidworks, for example) so that inspection fixtures can be built in sync with part production. Whether at the work cell or in the metrology lab, multiple fixtures holding a variety of parts for each shift can be loaded quickly and be removed and replaced as production requires.
Custom Fixture Design
For more complex setups that require outside services, it’s important to provide design engineers with the complete Scope of Work upfront to save time and reduce project cost.
Project Details
- Non-Disclosure Agreement if required.
- Solid model, prints with Critical To Function (CTF) features and part samples when possible.
- Equipment type: Manufacturer, model (tactile or vision), stage size, and measuring area.
- Probe style: Star, straight, or articulating probe.
- Type of fixture: Vision, touch probe, multi-sensor, scanner or gage arm.
- Material: Raw aluminum, anodized aluminum (color), stainless, plastic, etc.
- Part type: Milled, turned, injection molded, casting, or other.
- Other part information: Part family, volume of production and percent inspection, number of parts per run (1-up, 4-up, 8-up, etc.), ideal part orientation and elevation.
- Fixture environment: lab or shop floor; operator, machinist or experienced inspector.

Multiple repeat fixtures built using standard components. Modular fixturing can make a large gantry CMM work both big and small. | Source: Phillips Precision Inc.
A fixture design engineer will evaluate the application and work towards a quotation and concept to present the ideation to inspectors, quality managers and process engineers for approval.
There are several design considerations in addition to the scope details. A fixture designer needs to identify the non-measured surfaces to find contact or "rest" points that can be built into the part "furniture." Typically, three points of contact are preferred for stability. In the case when a part may be flexible and affected by the probe, additional rest points and clamp features may be necessary to constrain the part for it to pass Gage R&R.
For parts that may be inconsistent within a part run, such as castings, forging, or sheet metal parts, for example - commonly this type of workpiece will have a datum target which is either a point, line or area on the workpiece to identify where the dimensions come from for the inspection equipment. The weight and size of the part might also require the fixture components to be more rugged to avoid damage – aluminum might yield with use when hardened steel would have longevity and maintain its integrity.
Custom Fixture Anatomy
Basic components of an inspection fixture include the base (plate) and the part furniture or nest, rest/contact points, and can include clamps, stops, vacuum, magnets, and pneumatics. The most difficult skill in fixture design is to accommodate all the criteria while keeping it as simple and fail-safe as possible. Not all parts can be inspected using a single fixture. For more complex parts with several critical features, multiple fixtures or indexing features within the setup may be necessary. The most important aspect of a well-designed fixture is to hold the part securely and repeatably without distortion. Unless the requirements are to measure while constrained to remove distortion. For example, a large injection molded part would most likely need to be clamped at specific points to remove distortion. Finally, marking the fixture with part number, job and station numbers ensure fail-proof loading, increasing speed and accuracy.

24 station production CMM fixture with dynamic stops for positioning. | Source: Phillips Precision Inc.
When designing inspection fixtures for high production injection molds the number and size of parts in the mold should determine the number of stations in the fixture(s). As an example, in a 16-cavity mold, it may be more efficient to build two 8-up fixtures – to have one on deck measuring while loading the second off-line. This method optimizes the runtime of the inspection equipment. Of course, the measuring area of the inspection equipment will drive the size and number of fixtures.
Standard Stops
Fixed (stationary) stops are used to locate the part consistently and are added to non-inspected features. Dynamic (moveable) stops may be necessary when there is little area on the workpiece to add a stop and that same area needs to be measured. This stop would be moved out of the way once a part is accurately and securely loaded in its station.
Clocking Stops
Clocking features are a form of stop that are more often used for round parts. Locating a part radially from a point to a specific feature. For example, a gear or a turbine might require a clocking feature. Ensuring the part is loaded accurately and repeatably by aligning radial features to a pivot point.

280 station CMM fixture built in segments for high production injection molded part. | Source: Phillips Precision Inc.
Mirrors
First surface mirrors, also called front surface mirrors are a type of mirror with the mirrored finish on the front surface for higher accuracy. This true reflection eliminates the ghosting effect and maximizes the amount of light reflected and minimizes distortion. Regular mirrors have an aluminum mirror coating on the backside of the glass that creates a faint secondary reflection. Mirrors would be used on a vision or multi-sensor inspection machine so that the lens can capture features on the side of a part. Mirrors are typically mounted on a nesting block at a 45-degree angle to the lens.
Magnets
Magnets are used to trap thin, non-ferrous material. The stage or rest points of the station would be manufactured from a ferrous material such that a magnetized work holding feature can be placed above to pinch and stabilize the part.
Vacuum
This fixture type is more involved and can be used for a wide variety of parts, but specifically for thin or oddly shaped parts, such as a tape measure housing or a medical vile, for example. Fixtures with vacuum cavities can be used when the part has enough surface to create a strong enough suction. O-rings are typically added to create a seal between the fixture and the workpiece and the addition of a venturi or vacuum pump produces a suction cup effect to secure the part for inspection. The workpiece typically fits the cavity in only one direction eliminating the need for stops and other apparatus that is sometimes needed to ensure parts are loaded consistently. Part swaps are fast with this type of fixture.

Teach universal cobots to load and unload inspection setups. | Source: Phillips Precision Inc.
Robotic Applications
By design, modular fixture plates provide a perfect platform for industrial robots when the application suggests the plate moves with the parts. A secure docking rail offers a repeatable location for parts fixtured on individual plates. Grippers or end effectors are designed for the type of cobot or robot arm. Then the design will either accommodate the movement of the plate with parts or to move the individual workpiece. Automating inspection processes using "teachable" industrial robots can improve reliability and throughput and catch production errors early.
There are several options for standard fixture plates and components to choose from. Many companies also exist to fill the skills gap providing custom fixture design services. Industry requirements, competition and rapidly increasing costs require manufacturers to find solutions that improve productivity. Inspection fixturing should not be underestimated or overlooked as a significant process improvement opportunity. In fact, faster, more reliable inspections could be the key to improving the entire production pipeline.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




