NDT
Computed Tomography: From Laboratory to Shopfloor In-line Applications
Continued improvements in artificial intelligence, real-time reconstruction, and system miniaturization will further increase CT’s accessibility and performance
Computed tomography (CT) is an advanced imaging technique that uses X-rays to generate detailed three-dimensional representations of a component’s internal structure. Originally developed for medical diagnostics, CT has become crucial in industrial applications, where it allows for the inspection of internal features—such as voids, cracks, and dimensional deviations—without damaging the object to be examined. This way of inspection is also referred to as nondestructive testing (NDT). Traditionally, CT has been used in laboratory settings, where it is valued for its high-resolution images and precision in analyzing complex materials and geometries. However, recent technological advancements expanded the significance of CT far beyond its applications in the lab. Innovations in detector technology, X-ray sources, and automation are transforming CT into a powerful tool for in-line and shopfloor inspection. These developments are enabling real-time quality control as an integrated part of the production process, enabling manufacturers to detect defects earlier, reduce scrap, and improve process efficiency. What once was a time-consuming process requiring highly skilled experts is rapidly evolving into a fast, automated, and scalable solution for modern industrial manufacturing.
From X-ray Microscopy to LINAC CT: Laboratory CT Technologies and Applications
Industrial CT has become an established tool in the laboratory for the nondestructive inspection and characterization of materials, components, and assemblies across a wide range of industries. From nanometer-scale analyses in material science to high-energy inspections of large, dense components in aerospace, CT systems have evolved into a diverse suite of laboratory solutions. These systems vary by spatial resolution, x-ray source type, detector design, and energy range, offering unmatched versatility for research and quality control.
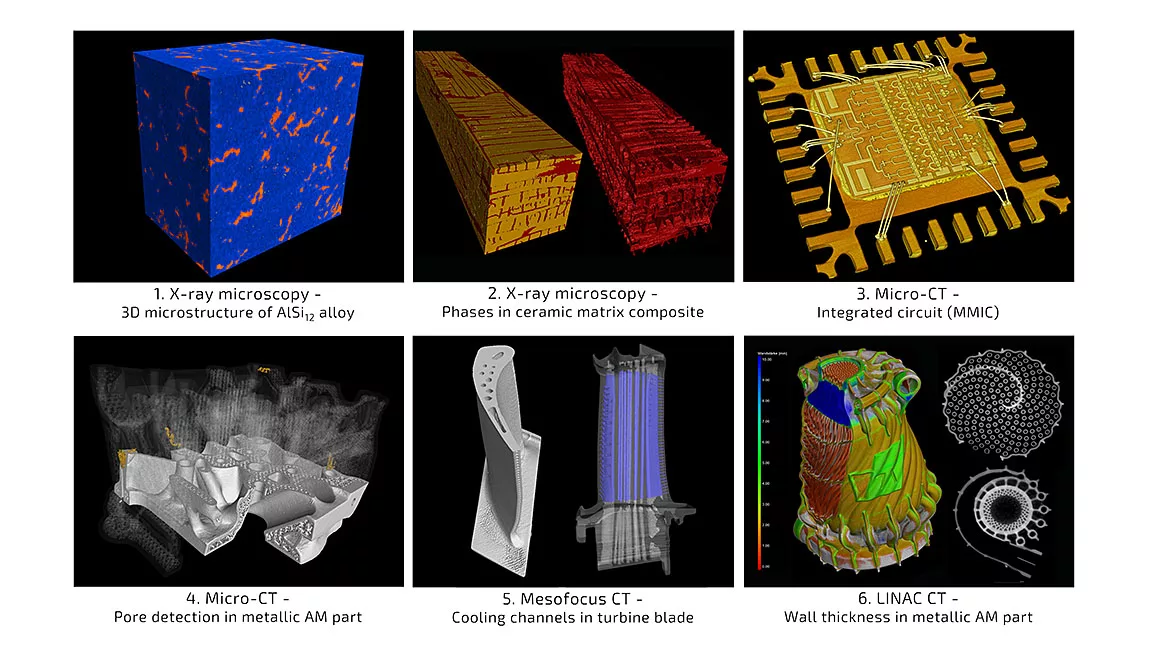
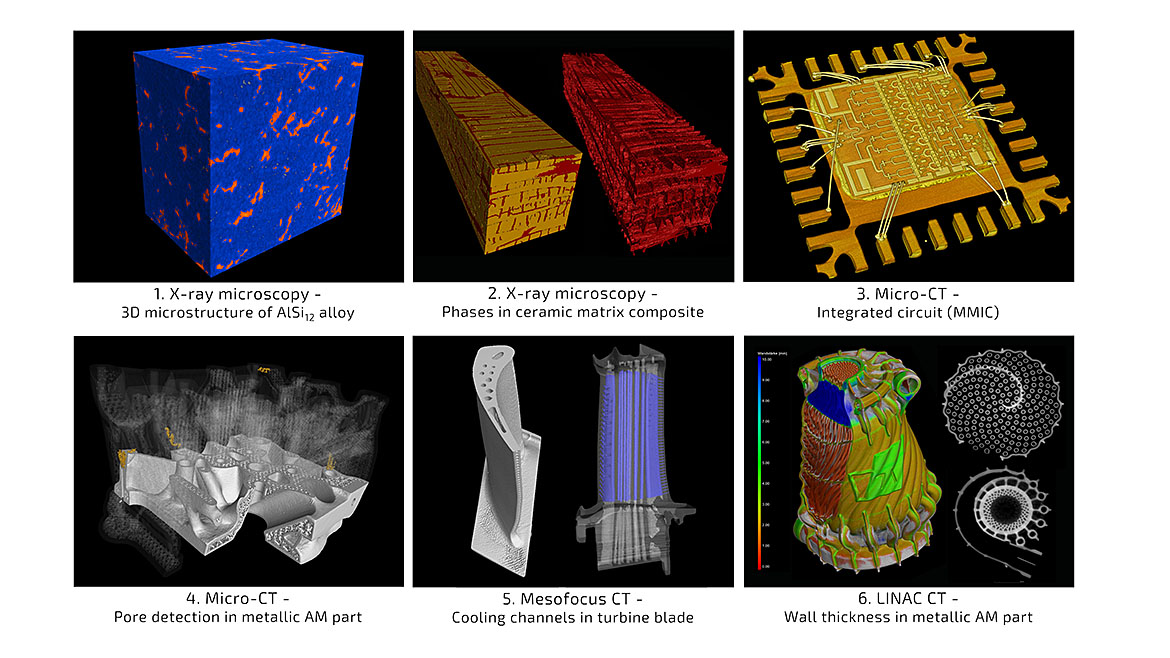
At the forefront of spatial resolution, laboratory x-ray microscopy (XRM) allows for high-resolution, 3D visualization of internal structures of objects at sub-µm scales. This technique is ideal for high-resolution analysis of microstructures in materials. Typical applications are the characterization of the grain structure, porosity, and phase distribution in metals, ceramics, and composites. Furthermore, electronics benefit from potential material characterization of the advanced packaging technology of semiconductors and electronic assemblies. Another example of use is the development of battery cells, where three-dimensional examinations of electrode coatings can be carried out to optimize coating materials or understand age-related effects in terms of morphology and shape.
Laboratory micro-CT systems (µCT) typically use either transmission x-ray tubes (for small samples with high resolution) or microfocus x-ray tubes, which generate highly focused beams to resolve features in the micron range (1–10 µm). These systems are widely used in material science as well as in industrial component analysis. Examples of applications of µCT include the study of fiber-reinforced composites, such as carbon fiber reinforced polymers (CFRP) or ceramic matrix composites (CMC), which are widely used in aerospace, automotive, energy and defense industries due to their superior mechanical properties and lightweight nature. Micro-CT offers invaluable insights into fiber orientation, distribution, and matrix interaction. In addition, CT imaging allows for the detection of pores, cracks, fiber orientation, and delamination, which are critical for assessing performance and failure risk. µCT brings the quality assurance of lightweight metal castings (e.g. aluminum or magnesium alloys) or plastic components to a new level, by automatically analyzing pores distribution or measuring wall thicknesses and geometry.
For larger components, requiring only moderate resolution, laboratory CT-systems with Minifocus or Mesofocus x-ray tubes are best suited, typically operating with focal spot sizes in the 10–200 µm range. These systems strike a balance between spatial resolution and penetration power, making them ideal for the inspection of dense metallic structures. Mesofocus CT is commonly applied to inspect components such as turbine blades, where internal quality is paramount. CT enables the detection of shrinkage cavities, hot tears, microcracks, and blockages in cooling channels. To ensure the integrity of such components is essential for aerospace and energy sector applications, where failure is not an option.
For particularly large or dense parts, linear accelerator CT (LINAC CT) offers extremely high x-ray energies of up to 9 MeV, delivering sufficient penetration to analyze metal components with wall thicknesses of 350 mm (aluminum), 200 mm (steel) or 150 mm (Ni-based alloy). These systems typically use high-resolution line detectors or high-energy flat panel detectors optimized for radiation-hard environments. The range of applications includes everything from complex measurements of tiny components up to classical nondestructive testing of voluminous objects. Typical components that are examined with LINAC CT include engine blocks and cylinder heads from the automotive industry, larger turbine blades from energy and aerospace sectors and additively manufactured components for rocket engines. The LINAC emits the X-ray beam in pulsed bunches at a high frequency of up to 1 KHz. In combination with fast detector systems, the high pulse rate enables new fields of application in high-speed X-ray imaging, e.g. from running engines, the deployment of airbags.
Industrial laboratory CT provides a wide range of technologies tailored to different resolutions, sample sizes, and material densities. Each CT class is optimized for a specific resolution–penetration tradeoff, offering versatile, nondestructive analysis from nanostructures to large-scale industrial components.
In-Situ-CT: A New Era of Material Testing
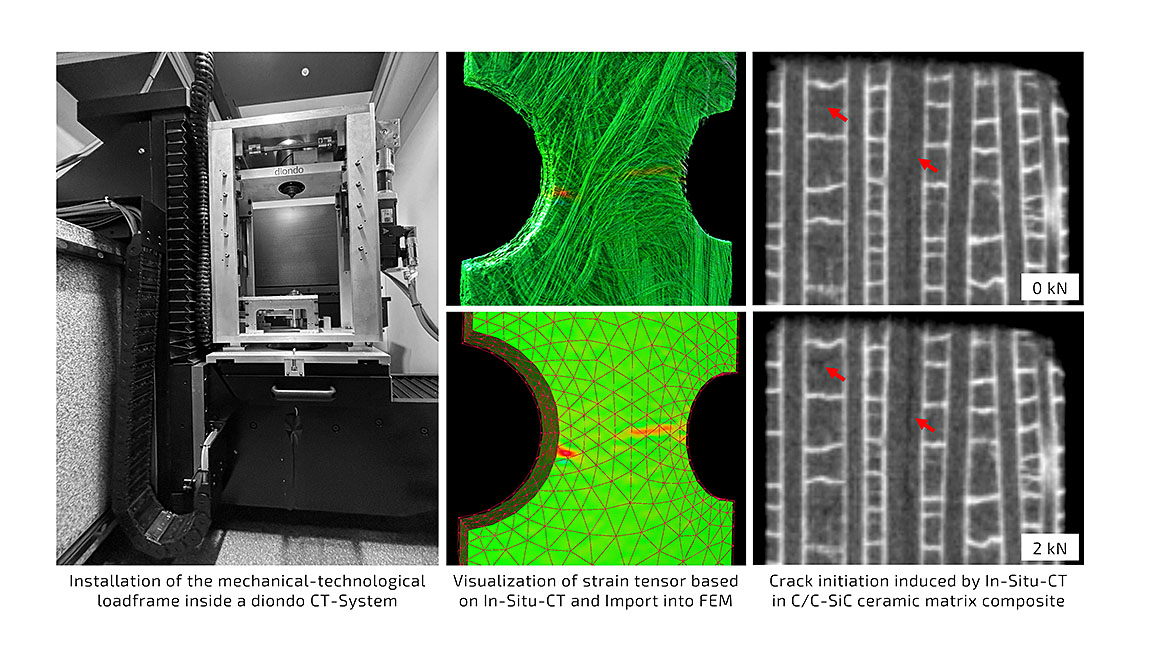
A significant advancement in industrial CT was the integration of in-situ testing capabilities. By utilizing a load frame that is capable of applying forces to the object being examined, it is possible to subject samples to tensile, compression or bending loads of up to 20 kN while the CT scan is being performed. This allows it to monitor the internal behavior of the structure of a material or component under realistic service conditions, enabling high-resolution, time-resolved 3D imaging. The value of the so-called In-Situ-CT becomes especially evident when applied to composite materials, such as CFRP and CMC. Their complex internal structures – comprising fibers, matrices, interfaces, and voids – make failure mechanisms highly intricate and often unpredictable. Modern In-Situ-CT setups support a range of mechanical experiments like tensile testing to monitor crack initiation, fiber breakage, and interfacial debonding, compressive testing to capture phenomena like matrix buckling and delamination or bending tests, which are ideal for studying layered structures and interlaminar shear failures. In some cases, these tests can be combined with the use of thermal or environmental chambers to simulate real-world operational stresses.
In industry, In-Situ-CT is increasingly used in design validation, quality control, and failure analysis. Manufacturers can test component prototypes under realistic load conditions nondestructively and examine how they react internally. In critical applications - such as aerospace structural elements or automotive crash components - this allows for early detection of failure-prone zones and contributes to safer, more reliable designs.
In research, In-Situ-CT bridges the gap between experimental testing and computational modelling. The high-resolution 4D datasets (3D over time) allow for the calibration of predictive models, such as finite element simulations (FEM), enabling virtual prototyping and materials-by-design approaches.
Combined with In-Situ mechanical testing, CT evolves from a pure imaging tool to a dynamic instrument for material characterization, failure analysis, and design validation. This convergence of imaging and testing underscores CT’s growing role in modern engineering, materials science, and industrial innovation.
From Laboratory to Line: The Rise of Industrial CT on the Shopfloor
Quality control is undergoing a significant transformation in today’s manufacturing landscape. What was once a predominantly post-production, laboratory-centric activity is now becoming an integrated part of the production process itself. Nondestructive testing (NDT) technologies are being deployed closer to or even into the production line, providing manufacturers with real-time insights and enabling faster reaction to defects. Among the most advanced of these technologies is computed tomography, a method that has traditionally been confined to high-resolution, lab-based analysis. However, recent technological developments are reshaping this paradigm, positioning CT as a powerful, efficient tool for in-line and shopfloor inspection. Historically, the challenge has been the duration and complexity associated with CT imaging. In the past, systems were too slow, too cumbersome, and too dependent on skilled operators to be viable in fast-paced production settings. That is rapidly changing.

One of the most pivotal breakthroughs has been the integration of automation and robotics into CT systems. What once required skilled technicians for part placement, scan parameter setup, and data evaluation is increasingly being handled by intelligent machines. Robotic arms can be utilized for loading, unloading, and even dynamic positioning of parts during scanning. This not only ensures consistent and repeatable inspections but also allows for higher throughput by minimizing idle time between scans. The use of programmable robotic cells allows CT systems to operate autonomously for extended periods, even in high-mix production scenarios.
Utilizing this change and at least as transformative is the introduction of new imaging hardware like high speed-detectors or even photon-counting detectors. Unlike conventional energy-integrating detectors that collect total radiation energy over time, photon-counting detectors register individual photons and measure their energies after they have passed through the material. This results in significantly improved image quality, with sharper contrast and higher resolution, particularly in cases where the finest defects or materials with the slightest differences in density are involved. Even more important, photon-counting enables faster data acquisition, allowing for meaningful reduction in scan time. This new speed allows for CT to be applied in-line, where components are inspected without interrupting the flow of production. At the same time, innovations in X-ray tube technology played a crucial role in accelerating the adoption of CT for shopfloor use. High-power Microfocus, Mesofocus or MetalJet X-ray tubes now offer a combination of strong beam output and stable focal spot characteristics, maintaining image quality even at high acquisition speeds. This enables deeper penetration for denser parts and allows manufacturers to inspect a broader range of components, from lightweight composite parts to solid metal castings, within a shorter cycle time. Enhanced tube durability also contributes to system uptime, which is critical in a production environment where equipment reliability directly affects throughput.
Scan planning, another historically time-consuming step, has also been revolutionized by advanced software tools and AI-driven algorithms. Nowadays, modern CT systems automatically determine optimal scan parameters based on the geometry and material properties of each part, dramatically reducing setup time and operator dependency. These adaptive systems can respond to product variations in real time, ensuring uniform inspection quality across all shifts and production runs.
The Advent of Artificial Intelligence in CT
Perhaps one of the most exciting developments is the integration of AI-powered defect recognition within CT inspection workflows. Machine learning algorithms, trained on extensive libraries of real-world defect data, can by now analyze reconstructed CT volumes with remarkable speed and accuracy. This enables real-time decision-making, such as pass/fail classification, without the need for manual image review. In advanced setups, CT data can even feed into broader quality management systems, supporting predictive analytics and automated process corrections upstream. This closed-loop feedback capability aligns perfectly with the goals of Industry 4.0, where continuous data streams enable smarter, more responsive manufacturing.
These developments are already applied in high-volume industrial sectors. In the automotive industry, for example, CT is being used in-line to inspect battery cells for electric vehicles, ensuring weld quality and internal integrity at high volumes. Aerospace manufacturers are leveraging CT to validate complex composite structures and turbine blades, where internal porosity and geometric deviations could have critical implications. Electronics producers rely on CT to identify soldering voids, misalignments, and hidden shorts in dense circuit assemblies, allowing them to maintain high yields despite increasingly compact designs.
Beyond the technical capabilities, CT also offers environmental and economic benefits. By catching defects earlier in the production process, manufacturers can reduce scrap rates and avoid the downstream costs of rework or product recalls. Less waste means more sustainable operations, while faster, more automated inspection workflows translate into labor savings and increased production capacity. With declining equipment costs and greater robustness of the system, the return on investment for shopfloor CT is becoming increasingly attractive—not just for large manufacturers, but also for medium-sized enterprises looking to enhance their competitive edge.
Conclusion
Computed tomography has established itself as a highly versatile and powerful tool for industrial quality control. In the laboratory, it continues to deliver unmatched insight into complex internal structures, making it indispensable for failure analysis, R&D, and precision measurement. On the shopfloor, recent advancements in detector speed, X-ray tube performance, and automation are enabling CT to transition into a fast, reliable, and fully integrated solution for in-line inspection.
By offering high-resolution, noncontact imaging with full 3D data, CT enables earlier defect detection, reduces rework and scrap, and supports data-driven process optimization across industries. Looking ahead, continued improvements in artificial intelligence, real-time reconstruction, and system miniaturization will further increase CT’s accessibility and performance—making it a cornerstone technology for both high-end laboratories and high-throughput production environments alike.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





