Leak Test Success

After the critical test parameters have been determined, confirmation testing should be performed to evaluate sensitivity and repeatability of the test.Source: TM Electronics Inc.
Traditional pressure decay testing assumes a test item can be pressurized. If the item is open, it can be pressurized and tested without destroying it. However, when the test item is already sealed, it must be accessed through the barrier materials or through the body of the product itself, and it becomes a destructive test.
Nondestructive detection of leaks in sealed products or packages can be accomplished using the pressure decay chamber test method. This method, pressure or vacuum, is useful for in--process quality control testing, engineering or research of process and material design, and specification setting. It provides quantitative test results that can be used for statistical process control or used to set accept/reject qualitative decision points.
Testing for a leak using pressure or vacuum decay can indicate the size and nature of the leak to determine if the associated leak rate will meet the product specification. Although both pressure and vacuum chamber testing should be considered, the vacuum decay chamber test is often appropriate as a nondestructive means to test flexible, non-porous material packages or closed products for leaks through seals or material walls.
However, vacuum decay is not the best method for all nondestructive chamber testing. Most industrial, automotive or aerospace components, electronic or commercial products must be tested for leak integrity in order to function properly. Some are required to meet Ingress Protection (IP) or National Electrical Manufacturers Association (NEMA) requirements. Many products are rigid and need to be able to sustain leak integrity against multiple atmospheres of pressure. The pressure decay chamber test provides a nondestructive means of leak testing closed or sealed products or components prior to use or further assembly.
The primary advantage to pressure decay rather than vacuum decay chamber testing on rigid products or packages is that operators are able to achieve a greater pressure differential. For example, if operators are testing a product that must be leak-proof under water using vacuum decay, the maximum pressure differential they can obtain on the product is 1 atmosphere, or the pressure of 33.8 feet of water. If the product must sustain greater pressures, they need to consider the pressure decay test.
This alternative method of pressure decay leak testing involves creating a closed space, or chamber, around the test item and pressurizing it. A pressure differential is thus created across the nonporous walls or seal. Once stabilized, air movement from the higher pressure to the lower will indicate the presence of a leak path, providing a quantitative measure of leak integrity without disrupting the seals or rupturing the product.
Test Sensitivity
An advantage to pressure decay chamber testing is the ability to influence the test sensitivity. A major determining factor is control of the size of the void volume, the volume inside the test chamber when the test part is in place and the chamber is closed. The smaller the void volume, the more sensitive the leak test; the need for sensitivity is driven by the leak rate specification. Chamber cavities can be configured to closely approximate the size and shape of the test item to minimize the void volume.Another factor affecting the test sensitivity is the test time. Longer test times yield more sensitive results, but the test time may be determined by production rates.

This pressure chamber test system is designed for a waterproof communications device. Source: TM Electronics Inc.
Test Methodology
A typical pressure decay chamber test cycle consists of the following steps:1. The item under test is placed into the test chamber and the fixture is closed and secured. Note that because high test pressures are in use, the test chamber must be designed to remain securely closed during the test. In automation situations, the test equipment should be designed with manual locking or automatic safety controls to avoid operator injury.
2. A reference chamber is separated from the external test chamber by a valve that is closed during the pressurization or idle phase of the test cycle. Upon being pressurized to the specified pressure and the test cycle actuated, the chamber valve opens to join the reference chamber with the test chamber for a predetermined length of time, or charge time. Because the system volume is now greater, the pressure level approaches the desired test pressure.
3. At this time the chamber valve closes, leaving the pressure or vacuum level in the test chamber slightly above the desired test pressure. In a typical pressure decay test cycle, a settle time is allowed after the pressurization of the test system is complete (end of charge) and before the actual pressure decay test begins. During settle, the product or package is allowed to equilibrate in the chamber, accommodating any flexing or adiabatic heating changes resulting from the chamber pressure change.
During the test time, observed changes in interstitial pressure indicate that the test gas or head space gas is moving from the higher to the lower pressure air space. This decay of the pressure in the interstitial space indicates the presence of leakage paths in the test item’s seals or pinholes in the surfaces. The accept or reject decision is made based on predetermined criteria, and the leak and accept/reject criteria may be represented in decay pressure units or calculated leak rate units.
If the part or package under test possesses a gross leak, for example an unsealed joint, the chamber pressure after settling will not reach the desired test pressure, and the test will report a gross leak failure. This can be identified by correctly setting the gross leak flag, or maximum pressure drop.
If the chamber can be completely pressurized but the decay of the internal chamber pressure is greater than the expected background decay for that part, it may indicate an unacceptable level of leakage. This is a fine leak. The selection of an appropriate leak limit for the product being tested will differentiate between normal background pressure decay and an unacceptable fine leak in the test item.

This chamber fixture cavity illustrates a very small void volume. Chamber cavities can be configured to closely approximate the size and shape of the test item to minimize the void volume. Source: TM Electronics Inc.
Critical Test Parameters
Critical test parameters are dependent on a range of variables, including, but not limited to, the configuration of the item under test, volumes and desired sensitivity. Parameters must be predetermined for each item to be tested and are described here.Specified pressure: the pressure level in the reference chamber before the test cycle begins. This pressure when combined with the closed chamber will result in the test pressure being achieved in the test chamber after it is isolated from the reference chamber.
Test pressure: the pressure level in the test chamber after a period of equilibration, or settle.
Charge time: the length of time it takes for the pressure in the reference chamber to equilibrate with the test chamber after the opening of the port valve between them.
Settle time: time allowed after the pressurization of the test system is complete (end of charge) and before the actual pressure decay test begins.
Test time: the period after the settle time. At the beginning of test, the pressure in the system should be at or close to the desired test pressure. Decay of the pressure caused by air from the test chamber leaking into the product under test is detected during the test time. During this time the instrument displays a much higher resolution, such as 0.0001 psi, to detect small leaks.
Max decay limit: the maximum allowable pressure for an acceptable part, keeping in mind that everything leaks, even if it is extremely slowly, and that some background decay is normal.
Gross leak indicator (max pressure drop): the observable test result when a gross leaker is tested is a very low chamber pressure at the end of the settle time. This is due to the test gas crossing the barrier material to the area of lower pressure through the large leak immediately. The max pressure drop indicator is set between the end of settle pressure for gross leakers and that for good packages.
Setting the gross leak indicator is extremely important because when a test part has a very large ingress path, such as an unsealed seam, the interstitial (chamber) space cannot be pressurized, resulting in no pressure differential between the part’s interior volume and the chamber. If the test proceeds through the charge and settle cycle into the test phase, there will be no decay of pressure and the test result will be a false positive.
To empirically obtain this pressure, several good items can be tested to establish the repeatability and expected distribution of pressure decay inherent in acceptable samples, and then by creating gross leakers manually and running the same test. By graphing the chamber pressure of both populations after settle, a bimodal distribution will result. The maximum pressure drop, or gross leak, flag would be set between these distributions to enable the test instrument to identify gross leakers.
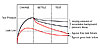
The typical pressure decay test cycle is shown here. A settle time is allowed after the pressurization of the test system is complete and before the actual pressure decay test begins. Source: TM Electronics Inc.
Defining and Documenting Test Characteristics
After the critical test parameters have been determined, confirmation testing should be performed to evaluate sensitivity and repeatability of the test.Test sensitivity is defined by introducing a known leak size or flow rate of air into the test system containing either a known-good test part or a blank part of the same dimensions as the test part. The sensitivity of the test system and parameters is defined by the size of leak (or flow rate) that will trigger a reject.
Repeatability data should be obtained describing both within-product (reproducibility) and between-products (repeatability) variation.
Reproducibility data are obtained by performing several iterations of the test on known-good samples with stabilization time between iterations. It should be noted that not all products are amenable to this evaluation. Evaluation after five iterations should show the product’s response to the test.
If reproducibility testing has shown the product to be consistent when retested, one method of testing for a small leak is to test the product and record the pressure at the end of settle and the decay at the end of the test, and then to introduce a calibrated leak into the air line between the instrument test port and the fixture, and re-test the item. The decay at the end of the test will reflect this “leak.” If the decay is greater than the decay limit, the package will reject, and operators will know that the test system will identify a leak of this size.
This method is useful when looking for a leak of a given size, such as 25 or 100 microns. If operators are looking for a leak rate, in cc/minute, for example, a flow meter also needs to be introduced into the test setup with a variable leak orifice to confirm that the orifice is “leaking” at the desired flow rate.
Between-products repeatability data are obtained by testing a sample of known good products. Ideally, a fairly tight distribution of test results will result from this test when the critical test parameters are well chosen. The distribution of pressure decay test results will yield the mean and standard deviation to be expected from normal, good product.
Applications for the pressure decay chamber test are numerous. Companies have designed and manufactured systems for items including six-foot light curtains, liquid-filled plastic bottles with an air head space, four-up testing of solenoids, wireless communications devices and rigid consumer products. NDT
Tech Tips
A typical pressure decay chamber test cycle consists of the following steps:Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




