Solving 3D Measurement Challenges Posed by Reflective Surfaces
Confocal white light provides an alternative to traditional laser scanning, allowing for non-contact measurement of shiny and translucent parts.
As multi-sensor machines grow in popularity, so does their flexibility and the variety of optional sensors. One of the newest solutions of choice is confocal white light sensors for non-contact measurement.
Confocal white light sensors, also known as chromatic focus sensors, or CFS, are a recent buzz-worthy technology in industrial metrology, emerging first as an additional option on CMMs. This year, Zeiss is adding DotScan, its new CFS, to its O-Inspect line of multi-sensor vision machines. “It is literally the exact same sensor being used on other Zeiss CMMs,” explains Zeiss optical CMM and SFG product manager Jay Elepano. “So you can unscrew it off your CMM and screw it on to your O-Inspect, and vice versa. What’s cool is we’re getting into these 3D technologies, and we’re bringing them faster and faster under the vision platform than ever before.”
The O-Inspect is a kind of hybrid optical and CMM machine, versatile enough that Elepano hesitates to confine its definition to either the traditional vision or CMM categories. The machine can operate as both a 2D vision machine and a CMM thanks to a calibration innovation. In brief, the O-Inspect is a vision a machine that’s calibrated like a CMM, rather than like a vision machine that happens to have a touch probe. [For a deeper look at how the O-Inspect achieves both 2D and 3D accuracy, read the companion article here.]
Now, in addition to the camera and tactile probe, customers have the choice of Zeiss DotScan as the third, optional sensor, instead of a laser.
“The reason why we can put Zeiss DotScan on the end of my ‘vision machine’ is because I calibrate it like a CMM,” explains Jay Elepano, Zeiss optical CMM and SFG product manager. “I can do all sorts of cool things with this now that you typically could only do on a CMM. I can put an air foil blade on a rotary table with a white light sensor scanning it, and then literally spin the blade and measure it. You used to have to go to a CMM to do that type of measurement.
“What’s fun about this is I’ve got all three sensors at my disposal with one machine. The camera being one, so if I’ve got a million holes to measure, the camera is the best one to do it. So I’ll run that across with the camera, and that’s fine. But if that same part also has some prismatic features that I want to use with the scanning probe, great, go for it. And if that same part has some freeform shiny surfaces, I’ll switch to Zeiss DotScan and do it all in one program, one machine.”
CFS
Zeiss DotScan works by bouncing white light off a work piece back to the sensor. The sensor has a series of lenses that split the white light into its representative colors and wavelengths, Elepano explains. Based on those wavelengths, the machine interrogates the distance between the sensor and the part.
For delicate parts which would deform with the touch of a CMM, laser had been the traditional tool of choice. But what is the solution when the part is both delicate and shiny? Shiny parts are notoriously difficult for lasers to measure because the light refracts. But because Zeiss DotScan is measuring color, and not light intensity, it can tackle those reflective surfaces. It also provides a better depth of field, among other advantages. “It’s a far more forgiving platform,” he says. “We can see shiny parts, we can see translucent parts. We can measure the thickness of glass, because we’re not using a laser.”
One common application is measuring highly polished airfoil blades. “Because they’re shiny with complex geometry, Zeiss DotScan is absolutely perfect for it.”
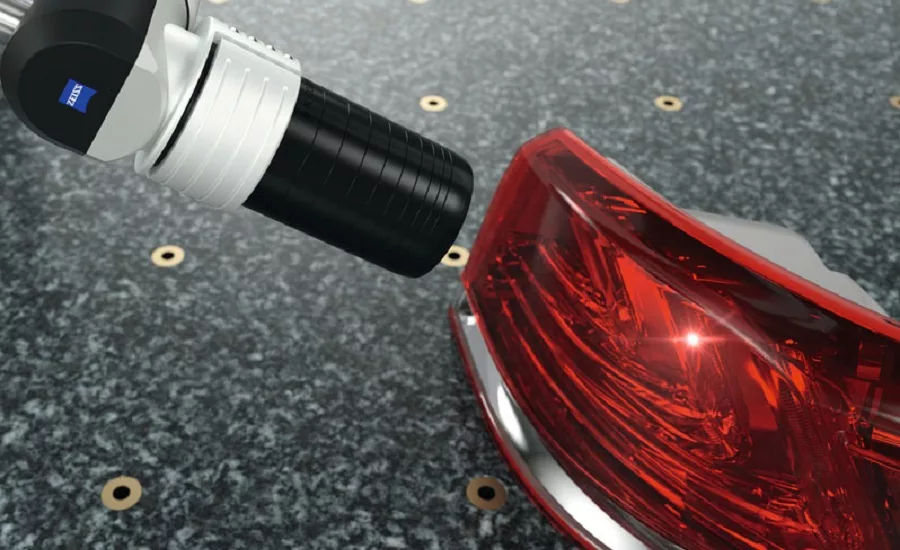
Another Zeiss DotScan use case is the measurement of a taillight. “You can measure the curve of the outside of a taillight,” Elepano explains. “And then you can measure through the clear plastic to the bottom, and you can measure the curve underneath it. You can literally get a thickness reading of that taillight. It’s all non-contact, all on a machine using the sensor—that’s a completely unheard of thing to do with a laser.”
Zeiss DotScan also comes in handy for small and hard to reach spots that a tactile probe might not be able to access. Altogether, bringing white light to a machine already equipped with a camera and touch probe further increases floor space savings, and possible efficiencies and flexibility that modern multisensory solutions can provide.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





