Dispelling the Myths of CT
Advanced robotics, faster computers, and lean manufacturing processes are all combining to improve the efficiency of manufacturing.

"Data is the new oil!” Clive Humby said over a decade ago, and his words seem even more apropos today. The allure of data is all-consuming—open any newspaper on any day of the week and at least half a dozen articles will speak about data. This quest for data rings true in every industry in every geographic region of the world, and the manufacturing industry is no different.
Harnessed correctly, the power of data is almost unmatched, and it can impact all aspects of manufacturing. Per a recent study conducted by Tata Consultancy Services, manufacturers rated product quality and defect tracking as the most important benefit of increased levels of data . In fact, three of the top four benefits identified by these manufacturers were related to quality control. In today’s always-connected world, news travels fast, and bad news even faster, and it can take years to recover from the havoc that can be wreaked by poor quality.
Advances in quality control occur on a daily basis, and technology constantly evolves to meet the ever-increasing demands. One of the latest technologies that’s gaining traction is actually one that was theorized over a century ago by Johann Radon in 1917 , computed tomography (CT) scanning. The first commercially viable CT scanner was installed and used in 1971 in Wimbledon, England, for medical use, and from there it was soon brought into the industrial realm. CT scanning provides three-dimensional data of an object from the external surfaces all the way through the inside of the part.
Why CT?
The main difference between CT and traditional 2D X-ray scanning [digital radiography (DR)] is that DR flattens all aspects of the object being inspected into a two-dimensional image. This provides data in the X and Y planes, but depth details are lost. There’s ways to potentially mitigate this problem by inspecting the part from multiple angles, but sometimes that’s not possible (due to part geometries or handling requirements or a multitude of other reasons). Of course, there’s times when this doesn’t matter, when certain defects aren’t allowed no matter the depth, and in those cases, DR is most likely the best way to go. However, there are cases when depth does matter, or defects are present in unique orientations that may run parallel to the X-ray beam from most angles except one or two, and in those cases, CT certainly rises to the challenge.
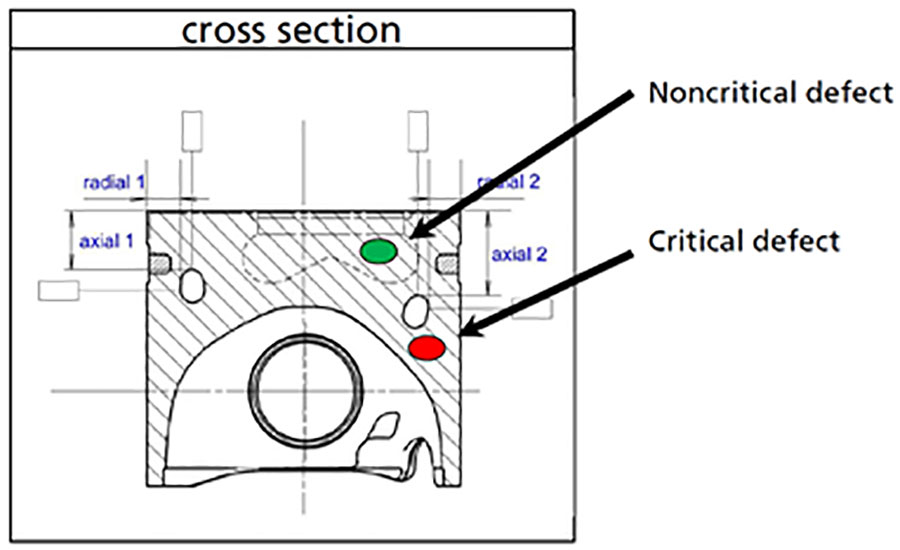
Cross-sectional drawing of a piston showing defect characterization based on location
Take for example, the inspection of pistons. As can be seen in the image below, the depth of a defect when inspecting a piston does matter. There are areas where a defect is considered extremely critical, and other areas where they are noncritical.
In a traditional DR scan, the defect may show up like this:
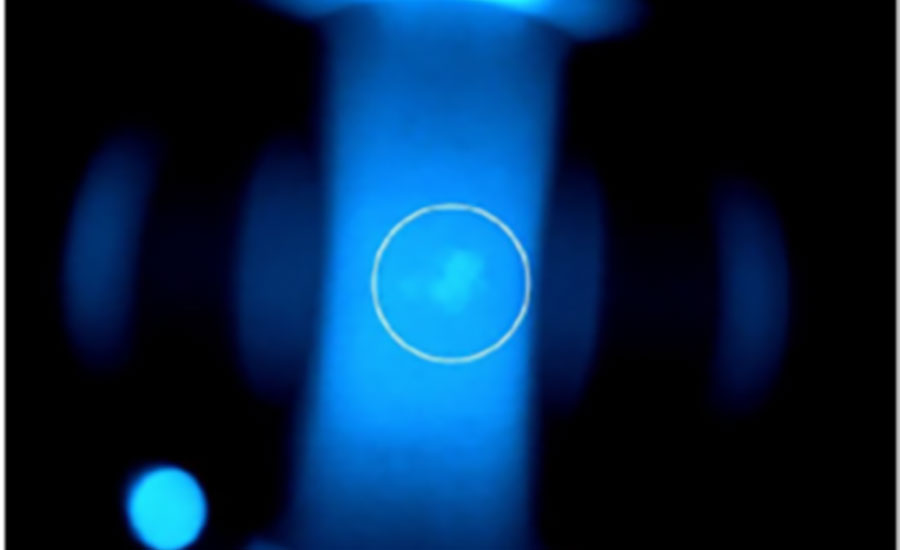
DR image of piston with defect circled
Given the size of that defect, it certainly appears that the defect is critical. However, a CT scan of the same part shows a different story:
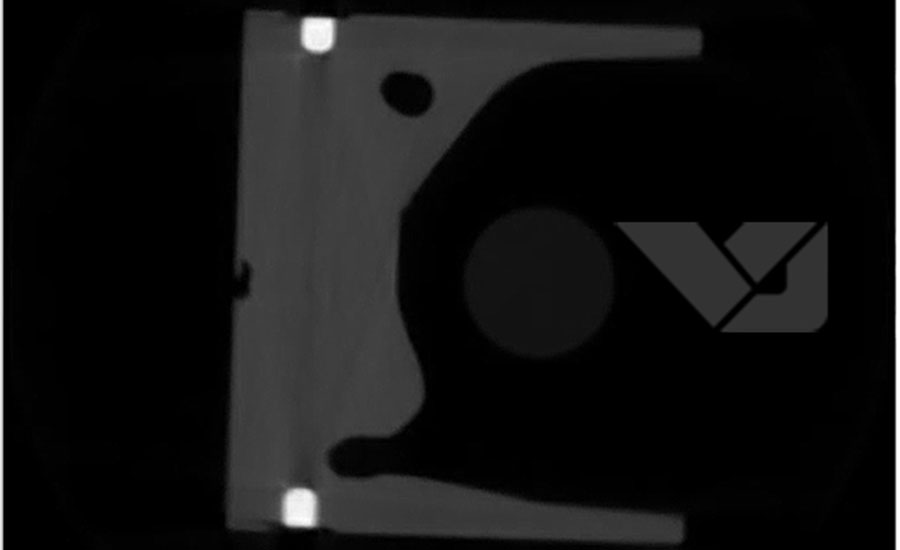
CT image of same piston with defect circled Simplified CT user interface.
Based on the introduction of CT technology, the false-reject rate for this piston manufacturer was reduced by 40% which equated to a savings of over $1.5 million annually.
CT is an Investment – or is it?
There are some long-held beliefs about CT technology, and while it’d be wrong to label them misconceptions, they’re no longer as valid today as they were a few years ago. Three of the most commonly heard topics of concern related to CT are:
- Time: CT takes too long
- Complexity: CT is too complicated
- Cost: CT is expensive
Let’s address these concerns one at a time.
Time
Manufacturing processes are implementing greater levels of automation in order to improve throughput and reduce cycle time. Advanced robotics, faster computers, and lean manufacturing processes are all combining to remove bottlenecks and improve the efficiency of manufacturing. In such an environment, a lengthy QA process is absolutely untenable. Historically, CT scanning has been a slower process for inspection than traditional DR. CT requires time for image acquisition, reconstruction, processing and analysis, and this has taken hours to perform. In almost all manufacturing environments, unless it’s first-run or prototype work, this will not work. However, CT is becoming faster and faster, and technology has evolved to convert inline CT from a dream into a reality.
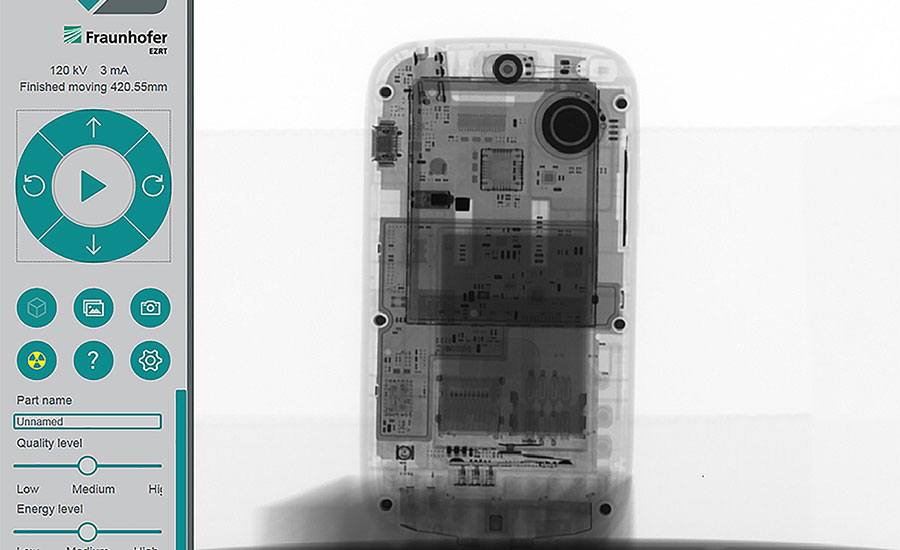
Simplified CT user interface.
Take for example, an engine block manufacturer that has been using DR on their engine blocks for over 15 years. Their manufacturing process requires that an engine block be inspected every 90 seconds because that’s their production schedule. Over time, their quality control requirements started evolving and they wanted to increase the amount of data they were analyzing—they now wanted to inspect wall thicknesses, defects in different regions, length and straightness measurements for certain features, etc. DR was not going to be enough to measure all of this, so they went and bought a state-of-the-art CT machine several years ago. The CT scan time was down to 60 minutes at that time so they would take one block every hour and test it, and that was acceptable for a while. Now, though, they need to inspect every block in this manner.
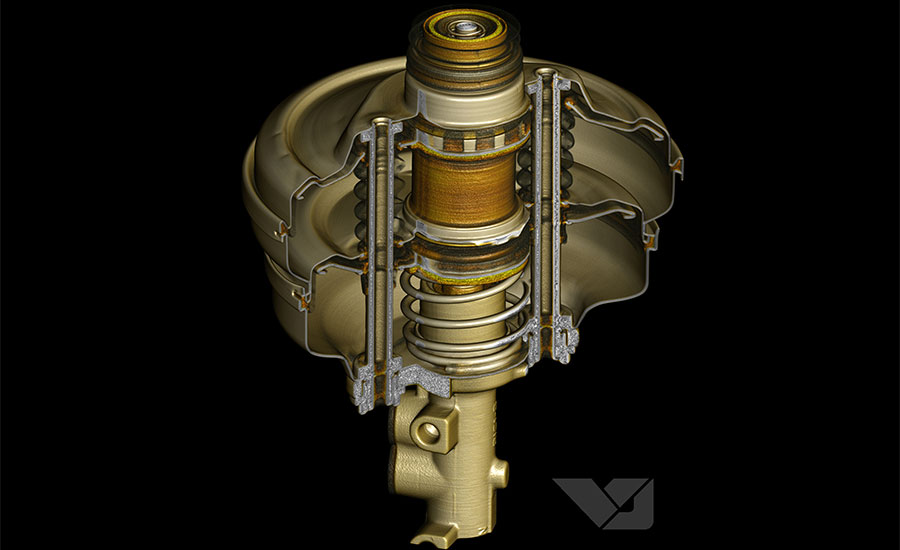
Axial CT scan of a booster.
The only way this may have worked back then would have been for them to buy 40 CT machines. Clearly, this was not possible, but fortunately that’s now no longer the case. With GPU based reconstruction, faster flat panel detectors, and increased levels of automation, the time for inspection of an engine block is down to approximately 15 minutes (varies with size of block). That’s a 75% time reduction, but not nearly enough. However, the acquisition time is only 70s, the rest of the time is taken up by reconstruction and analysis. And the software can be programmed to allow serial reconstruction, distributing reconstruction amongst multiple computers. The answer, then is to have one CT system that includes multiple computers for reconstruction to keep up with cycle time (in this way reconstruction is no longer the bottleneck as that load is distributed). With the nearly constant reduction in pricing combined with the nearly constant improvement of performance for computers and graphics cards, both the price and time will continue coming down.
Complexity
Another concern with CT has been complexity. Comments like “it takes a PhD to run a CT machine” have been heard regarding CT, and sarcasm aside, there has been some truth to those statements. CT systems produce a tremendous amount of data, but as a result, they also require a tremendous amount of inputs, and an understanding of the data being collected in order to be able to harness the true power. And yes, this has been a challenge with CT technology. However, this is slowly changing.
Leading CT system manufacturers have been working hard to mitigate the complexities of CT scanning. Intuitive and simple-to-use software tools are being developed for CT systems. Webinars and online training are now ubiquitous, and as usage and adoption of CT systems has increased, so too has the amount of user group meetings, workshops, and seminars. There’s a wealth of information available now regarding CT systems, helping to dispel the fears of complexity with regards to CT.
Additionally, increased levels of automation have helped reduce the burden of setting up a CT system. The parts are presented in the same way, the parameters stay the same or the scans, and the systems have thus starting running in a more autonomous fashion.
Cost
Taken in a vacuum, CT systems can certainly seem expensive. However, when analyzed in the overall process (increased automation, reduction of scrap, reduction of false rejects, and reduction of manpower), the total cost of ownership for a CT system is actually considerably less than anticipated, and the timeline for return on investment (ROI) can be far less than expected.
Take the piston manufacturer discussed earlier. Given their reduction in false rejects, their ROI for their inline CT system was 11 months. For the engine block manufacturer, by replacing their DR systems to inline CT systems, and moving to a more automated manufacturing process, their up-time increased, their manpower requirements decreased, and their ROI was 15 months. Other CT ROI examples are presented below:
- Utility provider in large metro area found a defect using first-of-its-kind in-field CT on one of their lines (undetectable otherwise) and prevented a catastrophic loss of over $5 million. ROI was three hours.
- Rocket motor manufacturer installed CT scanning technology and won a large contract due to it. ROI was 17 months.
- Consumer product manufacturer went from DR to CT, improving yield by 3% (reduction in false-reject rate). ROI was 18 months.
As can be seen, when CT makes sense, the payback is immense and the ROI is incredibly fast. And given the advances in technology, CT technology will start to make sense for more and more applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






