When it Comes to Quality, Make it Easy for Your Team to Do the Right Thing
[email protected]
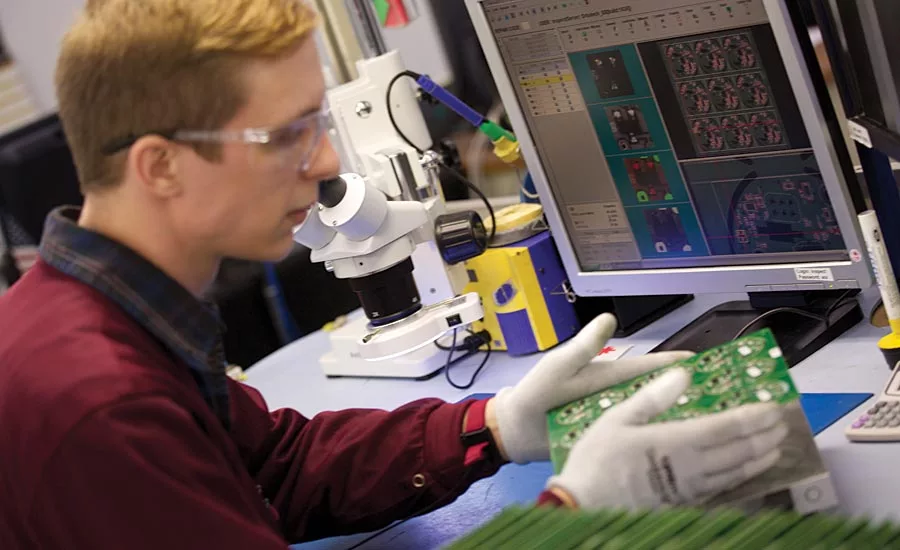
Firstronic, an electronics manufacturing services provider, uses checksheets and control plans to ensure correct setup of hundreds of part reels, each containing up to 10,000 parts.
If you’re in manufacturing, no matter the industry, quality is top of mind. It must be, or you won’t be in business long. Yet, with all the focus, there are big misses all the time in companies large and small, which leads to an interesting question: If quality gets so much attention, why are recalls still increasing? Further, what can we do about it?
It starts with the increasing demands on today’s manufacturers. Complexity and customization to meet customer expectations has never been higher. Technology has never moved faster. People come and go. Bad product reviews can be posted on social media in seconds. If quality isn’t entrenched in every aspect of your process, the risk of failure can be great. And, with such high stakes, it isn’t enough to detect issues. Customers now expect “zero defects,” so preventing them before they happen is the goal.
Risk-based quality compliance is the centerpiece of industry certification programs like the Food Safety Modernization Act (FSMA), International Automotive Task Force (IATF), ISO 9001, and others. But, earning certification doesn’t magically erase all future quality issues. In fact, certification does nothing to improve execution. If, for example, you are certifying parts but using an inspection device that has bad calibration, your quality will suffer, even though the parts are “certified.”
And compliance isn’t enough. According to LNS Research, “Compliance is a fundamental requirement [in risk management], but achieving it is not a differentiated strategy.”
What you really need is to operationalize quality in your organization, to make the right way of doing things the easiest way of doing things. That’s when the real magic happens. When you have the tools and know-how and take a unified, holistic approach to quality—integrating everything from training and skills to maintenance—the promise of W. Edwards Deming and other quality pioneers could finally become a reality and quality issues could become a thing of the past. LNS Research further says, “Suppliers looking to improve recurring revenue and bottom line performance should take the proper approach to quality and shift perspective from conformance to performance, from cost-prevention to designed-in quality.”

All critical requirements are built into the checklists that employees must complete before any assembly job is run.
LNS Research recommends a closed-loop approach to quality and risk information that:
- Connects quality and risk processes (analysis, planning, execution, and monitoring) across products, lifecycles, functions, and sites
- Captures the context under which the data was gathered
- Provides real-time metrics that measure inputs, execution, and outcomes
When manufacturing execution and quality are tightly coupled, companies can drive integrated quality campaigns at the shop floor level that make a real difference to the bottom line.
So, how can you get there? The good news: there are tools and processes that leverage cloud software to help. For example, the automotive industry, especially North American OEMs, rely on an advanced product quality planning process known as APQP. APQP standardizes the best practices and provides structured building blocks for effective quality management. One that can drive tremendous value is FMEA. While FMEA has been used extensively in the automotive industry, it is a methodology that can be used more broadly, and many international standards require it.
Failure mode and effects analysis (FMEA) is a systematic, proactive method for evaluating where and how failures might occur, the potential impact, and how to proactively prevent failures by correcting the processes rather than waiting for said failure to occur. You can apply the methodology to a new design, a new or existing manufacturing process, or a service. A “failure mode” is anything which might result in a defect, total rejection, or a fault.
FMEAs are large complex documents with potentially many hundreds of rows of information that can be used to answer important questions such as:
- What can go wrong with a product design or a production process?
- What will happen if it does go wrong?
- What controls do we have in place to detect failures?
- What product or process improvements should have the highest priority?
FMEAs help you assess three primary factors: the severity of a failure, the likelihood it will happen and the likelihood you will detect it—all before a failure happens. Based on the weighted impact of these factors, the relative priority of addressing the various assessed risks can be calculated and used to drive corrective actions. Once corrected, one or more of the factors for that process will go down.

If in-process checksheets aren’t completed per the schedule dictated by the control plan, production cannot be recorded
While these are complex documents, to be effective, it is critical that a FMEA application minimize the effort required for users to create, maintain, and utilize that information. Using modern cloud software, you can create FMEAs and couple them with control plans, tying relevant standards to documentation and activities directly within the system. When everything is linked—part specifications, checksheets, etc.—you can force compliance at every work center. It’s a powerful technique to help you continuously improve processes from setup through production. If a specification changes, the control plan changes, which, in turn changes the checksheet(s), and production cannot begin until everything is set up accurately.
For example, Firstronic, an electronics manufacturing services provider, uses checksheets and control plans to ensure correct setup of hundreds of part reels, each containing up to 10,000 parts. All critical requirements are built into the checklists that employees must complete before any assembly job is run. Using cloud software, they are carefully reviewed for each job. If in-process checksheets aren’t completed per the schedule dictated by the control plan, production cannot be recorded.
Ideally, if inspection reveals non-conformance—or even mere deviation from limits defined by built-in statistical process control (SPC)—notifications are sent to designated personnel. Production and quality associates have electronically-documented reaction plans at their fingertips, ensuring rapid correction of the root cause and minimizing or, better yet, preventing quality issues and production delays. These interlocks, only possible with integrated quality systems linked directly to the point of production, ensure that the easiest way to run production is also the right way.
Creating and Leveraging FMEAs
A foundation FMEA for an organization would consist of all the analyses that apply to products manufactured and processes used by the organization, leveraged for maximum reusability. These would include subsets for families of products, where the FMEA applies to all products in that family or, when appropriate, part-specific FMEAs.
All analyses should be generalized as much as possible, and then use “linking” vs. “copying” those generalized analyses to minimize the amount of information that needs to be created and maintained and to maximize its applicability. For example, if a set of Foundation analyses describes all failure modes, causes, and effects that an organization knows about drilled holes, that set of analyses should be available to every family and product FMEA involving drilled holes. Then, every time an effort is undertaken to improve how holes are drilled (“optimization”), that improvement can automatically and instantly be reflected in every instance of the updated FMEA that involves a drilled hole.
Production and quality associates have electronically-documented reaction plans at their fingertips, ensuring rapid correction of the root cause and minimizing or, better yet, preventing quality issues and production delays.
To be truly effective, FMEA should also be enterprise-enabled. For example, all three levels of FMEA (foundation, family, product) might be managed by engineers at HQ and “pushed down” or made available to individual plants as appropriate. Then, plant-specific overrides address variations in equipment, tooling, etc., even when two plants make the same product. Flexibility is key. All customers and products aren’t the same, so you need to be able to configure FMEA outputs to accommodate specific customers, products, environments, equipment and tooling, or other factors. Similarly, when standards and priorities change, these need to be reflected in the FMEA, which then drives updates to the control plans and checksheets. Going even further, one of the most promising aspects of using FMEA is to leverage enterprise data so that if someone figures out a risk or solution to a risk in one plant, they are able to instantly communicate it to every other plant in the enterprise.
FMEA is a methodology that can help you instill and maintain operational quality and reduce costs associated with production waste, product and safety recalls, and more. Even if your customers aren’t currently demanding it, if improved quality has been on your mind, but is not yet a company-wide operating strategy, perhaps the above will lead you to consider a cloud solution that will enable you to introduce the FMEA methodology to your organization.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




